




















近几年来,随着很多关键技术能力的发展,光学测量技术在全自动机器人单元中的作用不断明显
大众在波兰弗热希尼亚的最新工厂使用视觉监管系统,进行质量控制,应用已经入一定的深度了。这一消息得到了可视系统供应商GOM公司高级应用工厂是Sebastian Reiss的证实。公司在工厂装备了离线测量室,工厂使用了很多该技术。
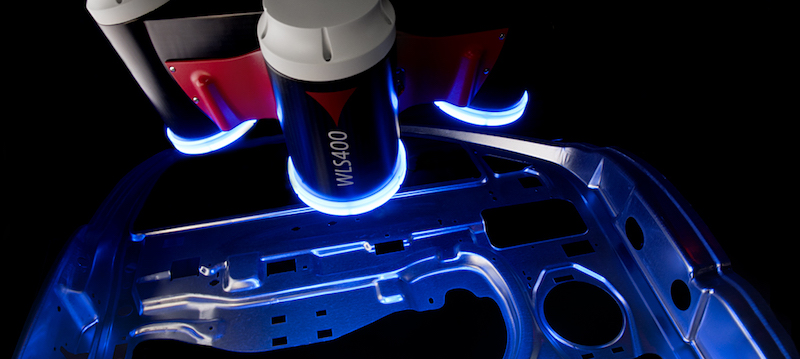
Reiss强调称,工厂采用3双机器人单元,适用GOM公司开发的ATOS ScanBox Series 8扫描系统,进行整车车身扫描;两个机器人单元使用了ScanBox 6130光学测量机械,用于小型悬吊零部件,比如将车门安装到选装检测台面;以及几个用于检查小型零部件的人工操作ATOX系统。
顶级技术应用所有5个ScanBox系统都使用了三重扫描传感器(Triple Scan Sensor),可以输送工业组件3维测量数据和分析,比如金属面板零部件、工具和模具。人工操作也同样如此。
Reiss说,这个光学检测水平代表了目前最“顶级”的技术应用 — 他说这非常简单,“完全接受”光学,摒弃接触式技术。因此,Reiss预计,检测室里约80%的检测工作都使用光学技术完成的。
他解释说,单元里车身和零部件“全功能向度”都是靠这种方式检测的。这个系统潜力巨大,一旦工厂全面实施,不仅能够实现统计处理控制(SPC)计划,还能测量完整车身,支持综合性“程序优化”。

尽管如此,GOM公司销售总监Dirk Behring说,这种水平的光学测量系统探索相对新颖,暗示说由于速度,汽车业目前正在调整使用技术。Behring说,在全自动机器人单元中精确使用官学测量技术,始于4年前。他还补充说,这种趋势在过去的几年里不断明显,比如大众弗热希尼亚工厂就代表目前最先进的技术。
Behring说,提高此类系统的应用是可能的,因为很多主要技术能力都在不断开发。他特别提到了两个。第一个是测量金属板零部件准确率在提高。在弗热希尼亚,他们努力将偏差缩到“0.15mm以下”。第二个是毒素提高了,光学系统就可以编程,测量特殊的零部件,由于传统接触式技术。
Behring说,就第二点说,比如Crafter汽车(在弗热希尼亚生产),编程一个接触式CMM进行白车身全身检测,“大概至少需要一周”。他说:“你必须决定要测量的所有点,然后教系统运行,探测这些点。”但有了现代光学系统,比如咋弗热希尼亚,非接触式技术能力,以及技术自带计算传感器位置的“自动教学”能力,使这个过程不超过1天。他说,“这在编程和使用上都跨得多。这是自动化工艺,用户可独立完成。”
系列测量的完整结构弗热希尼亚工厂在大众使用光学检测技术过程中的先锋地位得到大众公司质量系统分析主管Drik Rieckmann的证实。这是公司首次从一开始就有效建立这种水平的应用。他说:“其他工厂也有光学系统,但只用于分析。弗热希尼亚是我们首次在创建系列测量之后就形成完整结构。”
"在编程和使用上,现代光学系统要比接触式CMM快得多。这是一种自动加工,用户可独立完成" - Dirk Behring, GOM
Rieckmann证实,技术只用于尺寸测量,涉及买进零部件和金属片装配,达到整车水平。但这些技术并没有用于动力系统领域。他说,主要优点就是大众获得“更加完整的”测量数据,能够监管“临近的零部件和几何结构”。从更广泛的水平上看,他说弗热希尼亚工厂的一个特点就是所生产车辆的边特很多。在这种情况下,使用光学技术“就更加容易线下检测和比较不同的几何结构”。这样“我们就能看到所发生的的事情。”最后,这种技术将为公司提供更高水平的信息,反过来也能更快地纠正错误。这就是他所说的“一步抵达未来”。
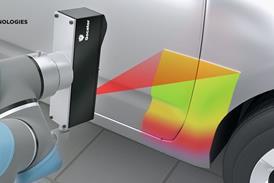
测量系统卖家Hexagon Manufacturing Intelligence公司已经与机器人供应商Comau公司合作了几年,现在开发出他们所说的“能够用机器人技术检测汽车车体和零部件配额的先进应用。”这个系统基于摄影测量传感器,应用于机器人,直接在生产线内部操作,这代表摄影测量技术最先进的发展。
据Hesagon意大利公司市场部经理Levio Valetti说,项目创造出一个系统,能够更快地产生结果,在简述扮和车体生产超过过程中,进行及其精确地的测量。
他解释说,之前公司能够以一两个方式,对汽车车体、汽车外板和金属片零部件进行良好的质量检测。第一种方法就是使用手动工具,比如内卡规或更大的标尺,还有防止可视系统的测量隧道。
可是现在,他们使用水平杆测量机器进行更加精确的测量 — 要两个这种机器,汽车车体生产线每一侧放一个 — 可能用到接触式或非接触式传感技术,而非接触式更可能用到激光。但是这些技术都遇到相同的问题 — 控制和测量阶段太长了,无法跟上汽车生产线的速度。
可视系统的机器人平台Valetti观察到,汽车业通常见到的高频率生产线根本不能满足质量控制测量中水平杆操作30-45分钟的常规要求。因此,为了满足这些要求,Hexagon公司决定开发机器人潜力,并向Comau公司提出合作要求。正如Valetti指出的:“机器人已经应用于焊接、装卸、喷漆等很多工作领域。我们为什么不能将它用于质量控制呢?”
Hexagon公司和Comau公司因此合作创造他们认为的一种光学方案,用于汽车外板、钢材车体、车体零部件和组件等领域。该方案使用白光系统,通过一个传感器,进行3D照相 — 每个维度都是500mm — 共使用3个摄像头。这个系统能够获得非常精确的3D图像,突出结构光的模型。然后像素画图像就转变成数不清的点。通过一系列的拍照,这个系统能够重新生产物体的几何结构,而且及其精确,足可以与相关CAD模型进行比较,估算变体,在控制阶段之后判断通过还是否决。
在这个阶段,机器人速度是最关键的。Valetti说,“机器迅速地从一个点移动到轨道上的另一点,抓拍所有所需图像,重建目标。这样,就可以在短时间内搜集庞大的数据,计算机获得数据之后就可以去除多余的图像,又快有准确地进行重建。”他进一步解释说,这个系统能够确定表面形状和尺寸、几何要素和偏差,但表面光洁度确定并不是很好。
"汽车车体线内需要确定的主要特点可以在两秒以内进行测量,这与装配线标准循环时间相一致。" - Levio Valetti, Hexagon Manufacturing Intelligence
Valetti说,对每个测量循环来说,“我们用参考设备核对传感器及机器人系统,这个设备之前就放在测量站里,与汽车车体内放置的其他东西放在一起。这样,这个系统根据每个车体进行调整和重置,避免产生有误图像和不准确测量结果的风险。”他还补充说,照相机系统曝光时间是有一百分之一秒,这是目前市场中其他系统的十分之一。他肯定地说,“要避免任何出现模糊图像的风险,生成高质量点。”
Valetti说,使用机器人的重要一点就是方便了运输传感器抵达目的地,这在之前根本无法做到。他承认说,只靠他们自己,机器人无法保证足够的准确率。他说,“准确率要求汽车车体的核对要比标准机器人定位能力高得多。因此在这种情况下,主要技术发展取决于系统是否能稳定校对整个机器人传感参考值,并最终获得加高的系统准确率。”
但这里绝对不需要任何订制机器人。他肯定地说,“一个标准铰链式机器人能够进行这种应用,与生产线所需负荷一致。”Valetti还强调,该系统满足与当今行业生产线速度保持一致的基本标准。他说,“循环时间只是需要确定的众多特色功能之一。汽车车体线内需要确定的主要特点可以在两秒以内进行测量,这与装配线标准循环时间相一致。”
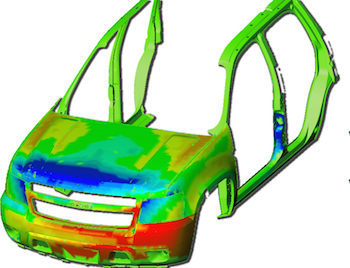 Comau and Hexagon’s system offers a reproduction of an object with a point cloud of different colours that indicates the non conformity area
Comau and Hexagon’s system offers a reproduction of an object with a point cloud of different colours that indicates the non conformity area实施评估此外Valetti还说,“这种方案还解决了直接商讨产生的信息问题。”他说,他们通过提供被测物体准确的再造和色彩地图来实现的,并决定偏差和不一致的领域。这能使制造商很快发现任何风险,并及时应对。他还补充说,有了专利审理能力,就能产生视频,显示时间循环中的汽车车体,并让操作员在生产过程中评估装配片段,并尽快做决定。他说,因此“我们基本能够进行实施评估。”
此外,该系统现在进入汽车业内进行实际应用。Valetti说,“这个系统被欧洲的两个大型制造商所使用,目前在美国进行最后的安装。有些一级供应商也参与了。”他说,该技术已经替代了触碰式探针,一些早期激光扫描技术可以应付白车身,完成汽车的组装。参与该技术初期实施的汽车制造商就是菲亚特集团(Fiat Group)。到目前为止,还没有该系统效率方面的详细基本数据,但Valetti认为,相关工作正在进行当中。
Valetti还强调,该系统对装配线自动化是“完全透明的”,而且“机器人控制和测量系统之间的具有直接联系”,并不存在融合问题。这是因为该系统使用了Ethernet-based Powerlink交流协议,在一个公交车内允许移动,以及数据传输。
尽管如此,Valetti证实,进一步开发工作还会继续,以改进系统的可靠性、准确性和报表功能:“随着该技术的改进,功能不断完备,地域限制就会消失。技术应用就可以拓展到任何自由形式组件中,只要需要准确而快速的控制程序,中型到大型都可以。”