Industry analysts are predicting a growth phase for aluminium content in the vehicle material mix. AMS reports on the new grades and applications that underpin this claim
 It’s boom time for automotive aluminium. Ford’s game-changing F-150 arguably cemented the lightweight metal’s position as the go-to alternative over steel for carmakers looking to reduce the mass of their vehicles and it seems unlikely that the bubble is about to burst.
It’s boom time for automotive aluminium. Ford’s game-changing F-150 arguably cemented the lightweight metal’s position as the go-to alternative over steel for carmakers looking to reduce the mass of their vehicles and it seems unlikely that the bubble is about to burst.
Aluminium is significantly more expensive than steel and its use can necessitate significant changes to manufacturing processes, but in the face of stringent regulations covering greenhouse gas emissions and fuel economy in many parts of the world, these are inconveniences that an increasing number of OEMs are willing to overlook as they adopt a ‘right material in the right place’ philosophy for building their vehicles.
This trend was evident at the North American Car, Utility and Truck of the Year (NACTOY) Awards, held in January at the 2018 North American International Auto Show (NAIAS). There, the 2018 Lincoln Navigator, which is around 90kg (200 pounds) lighter than its predecessor, was named Truck of the Year. Boasting an aluminium-intensive chassis, control arms and subframe, the 2018 Honda Accord was named Car of the Year. Many of the other finalists, manufactured by a variety of OEMs from Audi to Kia, are also substantially built from aluminium.
Abey Abraham, director of automotive and materials at analyst Ducker Worldwide, says: “Aluminium remains the fastest growing automotive material over competing materials and is entering its most unprecedented growth phase since we’ve been tracking the shifting mix of automotive materials.“To further improve fuel economy, battery range, safety and overall driving performance, automakers no longer default to a single material and instead are pursuing a multi-material design approach where the best material is chosen for the best application. This design evolution is what’s driving aluminium’s increased market penetration in the auto sector.”
Citing a survey it held of US carmakers, Ducker expects aluminium content in cars built in North America to grow from 180kg (397 pounds) per vehicle in 2015 to 256kg (565 pounds) per vehicle by 2028 – representing 16% of total vehicle weight – with nearly 25% of vehicles having partial aluminium BIW. Furthermore, in multi-material construction, Ducker says carmakers will choose aluminium for doors, hoods and trunk lids, bumpers and crash boxes.
Part company Ducker believes that 50% of total aluminium content growth from 2015 to 2020 will be driven by closures, crash management systems (CMS), steering knuckles and structural vacuum diecast parts. Aluminium vacuum die castings are expected to grow from less than three parts per vehicle today to 14 parts per vehicle by 2020. The use of extruded aluminium BIW components is expected to increase by 100% by 2020.Much of this growth stems from manufacturers of SUVs (for which there is increasing consumer demand), light trucks, and D- and E-segment cars. Also, the increase of hybrid and fully electric vehicles is expected to lead to a significant increase in the use of aluminium, as the high-density lithium-ion batteries used are very heavy and need protection in the event of a crash. Furthermore, lighter vehicles mean that smaller batteries can be used.

Constellium’s managing director for automotive structures, Lionel Chapis, says: “The boom in the US has been primarily driven by the Ford F-150 which has radically changed the entire market, being the most produced vehicle in the world. There is not an equivalent example in Europe or Asia so far, but the growth of aluminium use is significant on every continent. In Europe, the compound annual growth rate has been over 10% for the past 10 years.”
In response to demands from carmakers, aluminium producers continue to develop stronger grades of the metal that can be used to increase the performance of parts, or make them lighter.
For instance, Constellium recently unveiled a 6000-series alloy, HSA6, that demonstrates an ultimate tensile strength of over 400MPa and is suitable for the manufacture of extrusion-based crash management system (CMS), structural BIW components and battery enclosures. It is formable and, by enabling reductions in the wall thickness of parts, can generate weight savings of 15–30% compared with conventional aluminium alloys. Alternately, the grade can provide 15–30% additional strength to reduce intrusion in the event of a crash.
HSA6 features in several 2017 and 2018 model year vehicles, including the Mini Countryman where it is used in the rear CMS and as an insert in the front CMS in the region of the towing arm, where its strength is needed.
Chapis says: “Constellium HSA6 was in development for approximately two years. The Mini Countryman was a good opportunity to introduce this new alloy as a solution for CMS for multiple reasons. The volume is significant, but not a high-volume series car. Further, the weight challenge combined with a limited package space and high-performance specifications were well matched with a high-strength solution.”
He continues: “The integration of aluminium in the pre-series development phase with the OEM’s engineering teams is key for the proper design and integration of aluminium in the vehicle structure. If suppliers are involved too late just to save weight after the BIW is already decided in terms of design, material and assembly process, then the use of aluminium is usually limited. On the other hand, if aluminium is part of the design from an early stage then the real benefit of the material and its different forms – sheet, extrusion and casting – can be optimised.”
In addition to its strength and light weight, aluminium is highly recyclable. Indeed, approximately 75% of the aluminium ever produced is still in use today. This is vital, given that EU directives stipulate that 85% by weight of end-of-life vehicles (ELV) must be reused or recycled, with a total material recovery rate of 95%. What is more, the production of recycled aluminium consumes only 5% of the energy needed to produce primary aluminium with the same properties – significantly reducing the cost of using the material.
A number of OEMs are currently exploiting these opportunities through the use of closed-loop recycling systems. Ford has set up a variety of closed-loop programmes with its partners to recycle the scrap from the production of its aluminium-intensive F-150. Meanwhile, UK-based aluminium pioneer Jaguar Land Rover (JLR) plans to employ 75% recycled metal in every vehicle it makes by 2020.
JLR has had significant success in this area. Through the Innovate UK-backed REALCAR project, the carmaker – working with aluminium supplier Novelis, Zyomax, Norton Aluminium, Stadco, Brunel University and Innoval Technology – developed a high-strength aluminium alloy (RC5754), produced using scrap material sourced from the OEM’s press shops. This alloy, which contains up to 50%-by-weight scrap, was first used in the body structure of JLR’s XE model in 2015. In the first year of production, the carmaker claimed to have recycled 50,000 tonnes of aluminium scrap through the programme – preventing 500,000 tonnes of greenhouse gas emissions. In 2016/17, 75,000 tonnes of aluminium scrap were re-used.
In order to produce RC 5754, JLR had to invest in new equipment and train its operators in order to ensure that clean (free from contamination) segregated scrap was received at Novelis’ cast house. To address the issue of contamination, JLR has put in place a stringent process for the segregation of scrap metals in its 11 UK press shops at its Halewood, Castle Bromwich and Solihull plants. It has invested heavily in scrap segregation, for example £5.8m ($8.14m) in the Halewood press shop, creating 1.8km of conveyors to segregate aluminium alloys from steel scrap. In total, £13m has been invested in the closed-loop process.
Despite these precautions, RC5754 does not possess exactly the same properties as the virgin material used to produce it. The iron content of RC5754 is a little higher as a result of using secondary material. This means that JLR had to do a lot of work to evaluate the material’s properties and to design around the differences.
The XE model used 25% RC5754 in its body structure, but the OEM wants to increase the content and use it across other models with a more modular approach to the vehicle build, increasing the commonality of parts.
However, JLR must solve some significant problems if it wants to hit its ambitious target for the use of recycled metals. For example, the supply of recycled aluminium is severely limited, with much of the metal still in use. It can obviously source this material from its own operations, but to take it from other industries would limit supplies there and be of no benefit from an environmental perspective.
Recycle lane JLR is now working to develop a closed-loop process for recycling aluminium from end-of-life vehicles (ELVs) through the REALITY project – a partnership with Axion Recycling, Innovate UK, Novelis, Norton Aluminium, Brunel University London, WMG University of Warwick and Innoval Technology. Managing impurities in scrap is difficult enough when that material comes from the OEM’s own operations, but it is particularly tricky with material sourced from shredded ELVs.
The material that emerges from a shredding facility is a mix of many metals, polymers and other materials, particularly if the facility also receives non-ELV waste, which is common. The partners say that separating this mixture to provide a material stream that is as pure as possible is their aim, but doing so in a financially viable manner is the challenge.
Through REALITY, ELVs will be shredded and automatically sorted using state-of-the-art sensing and sorting technologies. Axion will focus on the technical and economic viability of separation techniques for the many different non-ferrous metals, such as zinc, copper and brass, from the scrap aluminium. This mixed fraction can be subjected to sink-float and eddy current separation, leading to the extraction of aluminium scrap. However, this still leaves a mixture of wrought and cast grades that needs to be sorted further.
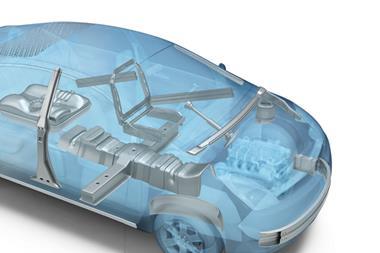
 OEM demand is prompting aluminium producers to develop stronger grades to assist weight reduction and component performance
OEM demand is prompting aluminium producers to develop stronger grades to assist weight reduction and component performance
As to the best method of sorting this aluminium scrap, the REALITY team is currently undecided – there is an explicit work package within the project that is identifying the most viable solution; X-ray transmission, X-ray fluorescence and laser-induced breakdown spectroscopy (LIBS) techniques are being explored.
LIBS is the one of the few high-speed, high-volume methods capable of separating both cast and wrought aluminium scraps into their individual alloy families. Using this method, a sensor detects a piece of scrap material and this activates a pulse laser. The laser strikes the surface of the metal and produces an atomic emission, which is monitored with a computer system. The system can then direct the piece of scrap to an appropriate bin using a mechanical arm.
However, the pulse lasers can only penetrate a small distance into the surface of the metal, meaning that the scrap must be free of paint, lubricants and other coatings for the system to work. Oxide formation on the surface of the scrap can also lead to false readings.OEMs could help ease these problems by keeping recycling in mind when designing their vehicles; for example, choosing standard alloys based on the common alloying elements for the production of parts, and by minimising the number of materials/alloys in any one part.
The recovered wrought and cast scrap will be alloyed, melt-conditioned to remove or tolerate impurities and then supplied for either coil production or for the commercial scale shape casting production by high-pressure vacuum diecasting. To manage impurities in the resultant aluminium grades, the REALITY team’s primary strategy is to ensure that as pure as possible feedstock can be made through the separation of materials from ELVs. Once the materials are separated, the project will aim at developing technologies that allow minimal dilution.
Finally, the REALITY partners will carry out the evaluation and characterisation of both the sheet and cast forms of aluminium that are produced as a result of the project. Axion’s head of circular economy, Richard McKinlay, says: “These extracted aluminium alloys will also be extensively tested to assess their suitability for reuse in new vehicles. If we can extract the right alloys and reuse them in the right components, then we will have created a closed-loop value chain for automotive aluminium.”
Like what you’ve read? Then why not become an AMS online member!
As a member you will gain full and unlimited access to our global coverage of automotive manufacturing, including our in-depth coverage of technology, OEMs, regions, suppliers, and materials. Also included are our business intelligence reports and forecasts, and we hope you will also consider joining us at one of our webinars in 2020.
We’ll also keep you up to date with regular newsletters and dedicated member only communications, so you’ll be the first to know about our latest features, reports and webinars.
To gain unlimited access to the exclusive content and features of Automotive Manufacturing Solutions please SIGN-IN or REGISTER FREE today.