































Aluminium welding requires special care but an understanding of the process helps suppliers to make good choices, writes Lincoln Electric’s Raheel Khan
The design and process consideration for automotive aluminium components and challenges can benefit from a bottom-up understanding of aluminium welding process.

The increasing need for improving fuel efficiencies, and extending EV ranges, is leading to an exponential utilisation of material lightweighting. Aluminium and its many alloys are highly suitable for various component applications and traditional material substitutions. They have been utilised extensively in the aerospace industry since its inception and have been broadly accepted in other industries, such as truck and trailers, shipbuilding, packaging, building and architecture, high-pressure gas cylinders and cryogenic/process equipment.
Increasingly, OEMs are designing vehicles with aluminium parts and passing the fabrication projects on to tier one and two suppliers. Facilities that have developed expertise in the welding of steel are often facing a multitude of complications with aluminium, ranging from feeding challenges, burn-through, lack of penetration and weld cracks, all while maintaining the goal of high productivity.
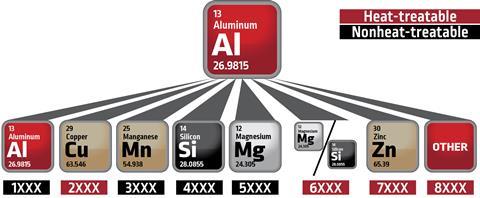
To improve its properties, the aluminium industry has developed alloys using various enhancing elements. For automotive applications, the most commonly used alloying elements are magnesium (Mg), which promotes a high level of strength and enhances corrosion resistance; manganese (Mn), which provides moderate strength and ductility; and silicon (Si), which promotes molten fluidity and cast ability).
Adding both magnesium and silicon in calculated concentrations results in aluminium extrusions with relativity high strength (6xxx materials), further enhancing the penetration of aluminium alloys in automotive applications. It’s important to understand the effects of these chemical components on aluminium to troubleshoot and resolve some automotive aluminium welding challenges.
The right filler alloy
With an increase in the diversity of alloys being used in the automotive industry, the use of aluminium for various components has also increased. The selection of the right filler alloy requires a rigorous and peer-reviewed process by component designers and material engineers. The alloy that is being welded, the service condition of the final weldment, and the general manufacturability will help determine the proper filler metal chemistry. For example, if a component supplier is tasked with welding on 6061-T6, there are various filler choices including the common 4043, and a multitude of 5xxx fillers like 5356.
As 6061 has a higher cracking sensitivity than many other base metal alloys, using 4043 (or 4047) can help reduce the likelihood of cracking. This is because cracking in aluminium primarily results from solidification rates, and 4043 has a higher fluidity which when mixed with 6061 results in a smaller solidification range. On the other hand, 4043 is a soft alloy, which further increases the chances of feeding issues – by far the most common challenge of the aluminium MIG welding process. It also results in relatively low ductility and shear strength.
5356 contains magnesium, which makes it a strong alloy with good ductility and a stiff wire. This results in wire feeding that is slightly easier and fractionally similar to feeding steel. The downside of this stiffness is an increased friction against parts, resulting in greater aluminium shavings collecting in the liner.
To tackle this challenge, aluminium wire manufacturers like Lincoln Electric have developed surface coatings that significantly reduce aluminium shavings. Welding on 6061 with 5356 can also increase the likelihood of crater cracks, so it’s always best to program in crater control. The advantage of modern welding power sources like the Lincoln Electric Power Wave platform is that they enable engineers to implement crater fill automatically.
There has been an increase in the instances of filler metal 5554 being used to weld on 6xxx base material, leading to certain challenges for manufacturers. This low Mg (<2.5%) alloy is designed for welds that are subject to high service temperatures (>65*C, 150*F) for extended periods of time. However, a short process cycle, like a post-weld paint bake, does not typically qualify as a long time. Welding of 6xxx with 5554 should be avoided whenever possible, as the weld becomes more susceptible to cracking.
The selection criteria for the right filler alloy should perhaps also consider the paramount goal for an automotive facility; productivity. For example, 4043 is more conductive than 5356, resulting in significantly more penetration. Conversely, 5356 requires a faster wire feed speed for the same current. As a result, for a pre-determined penetration requirement, 5356 enables manufactures to increase deposition rates and travel speeds. Productivity can be further improved by technologies that enable faster travel speeds without sacrificing weld quality. On thin aluminium materials (t < 3 mm (~1/8”)), modern waveforms like Lincoln Electric’s AC Pulse Mode are pushing travel speeds beyond 100 inches per minute.
Feeding issues
Welding failures, primarily caused by feeding issues, can also undermine productivity. These manifest as ‘arc-flaring’, and eventually cause burn-back into the tip. A tip burn-back requires time-consuming removal of the tip, followed by repair of the part. For optimal feeding, aluminium feeders should use U-Groove drive rolls, proper plastic wire guides, non-steel liners that follow a nice parabolic radii, and the correct ID contact tips. The wire packaging can also make a significant difference. Automotive aluminium is most commonly used in bulk packages, which can result in tangling and sudden changes in the feeding characteristics. Lincoln Electric’s aluminium packaging system, the Gem-Pak, operates tangle-free and opens up the operating window for wire feed speed. The simple principle behind this innovation maintains just enough downward force on the wire stack to allow only one loop of wire to be pulled out at a time.

Cleaning aluminium
Base material cleanliness is a common concern among automotive aluminium welding facilities. When asked whether aluminium should be cleaned prior to welding, the answer is almost always ‘yes’. However, few automotive facilities implement a large-scale cleaning process. Furthermore, the capital and operational costs of implementing a cleaning process can reduce the competitiveness when bidding for new projects.
Let’s examine this further. There are two primary reasons for cleaning aluminium: removing oxides and eliminating contaminants, such as oils or other substances. A thick enough layer of oxide can create weld failure, due to oxide-inclusions. And when oil or other hydrocarbon contaminants are present on the weld surface under the heat of the arc, hydrogen can separate from the contaminants, resulting in increased porosity in the weld. An ideal way to address the question of cleaning investment is to obtain sample aluminium components from the prospective supplier, then weld-test the samples to verify the consistency of the surface and the quality of the welds, and determine whether the corresponding mechanical properties comfortably meet the design requirements.
Looking forward, automotive manufacturers will likely implement high-strength aluminium alloys with mechanicals inching closer to steel. Alloy groups – including 7xxx, 2xxx and even some 8xxx – all face similar arc welding challenges, such as being crack sensitive and experiencing loss of mechanical properties in the heat affected zone. The same alloying elements that give these materials their excellent properties also increase the potential for cracking in welds.
Recent developments in new alloys, heat treatments and particle modifications will eventually make the welding of these alloys possible without sacrificing strength or promoting cracking. Diversification of existing base and filler alloys is also increasing as designers look to optimise the versatile properties that different chemistries can bring to the table. In response, manufacturers like Lincoln Electric are producing larger quantities of alloys like 5556, 5554, 4145, and various other uncommon fillers to meet these design requirements.
For OEMs and their tier suppliers, the ideal step forward is to partner with manufacturers of aluminium alloys to determine chemistry, mechanicals, and general manufacturability.








No comments yet