
































Manufacturers face many risks – safety hazards, poor quality, disrupted cycles – leading to loss in time, money and reputation
 Throughout the years, automotive manufacturers and integrators were introduced to numerous systems to reduce risk, ensure quality, operate at high production levels, and reduce costs while maximising return on investment and customer satisfaction. Strategies like Deming’s TQM, Kaizen Principles, Lean Manufacturing, Six Sigma, ISO 9001 and 14001 help us manage our businesses by defining requirements as work flows through our organisation.
Throughout the years, automotive manufacturers and integrators were introduced to numerous systems to reduce risk, ensure quality, operate at high production levels, and reduce costs while maximising return on investment and customer satisfaction. Strategies like Deming’s TQM, Kaizen Principles, Lean Manufacturing, Six Sigma, ISO 9001 and 14001 help us manage our businesses by defining requirements as work flows through our organisation.
Quality management procedures also drive validation, continuous improvement, analysis, auditing, and reporting. With the strategies and systems available to guide manufacturing operations, it is imperative for manufacturers to implement a comprehensive quality management system. Integrators must not only utilise these principles in system design but also in the internal build processes.
Quality and project managementWhen successfully implemented, the elements of a Quality Management System (QMS) are applied with rigorous standards covering all functions of business. While QMS should be used for the overall efficiency of plant operations, it should always be applied at the project level.
To persuade customers to buy a product, we describe its functions and aesthetic features. This product description becomes our “inputs” – the specifications engineers use as a guide in product development – while the finished product is the “output.” The more complex the product, the more complex the definition should be. In many cases, products should be separated into sub-assemblies, like a business is separated into departments. Therefore, “inputs” and “outputs” need to be defined between parts, sub-assemblies and complete products.
In this global economy, manufacturers must automate where possible to remain competitive. By applying the elements of QMS when conceptualising an automation project, manufacturers are keeping things under control.
A properly conceptualised automation project will integrate the following: risk assessments, safety equipment, quality data collection, production data, and process validation. For automation projects manufactured in work cells, the process inputs may include: production requirements, work schedule, and component part and assembly drawings. As projects become more complex, process inputs require additional planning and processes.
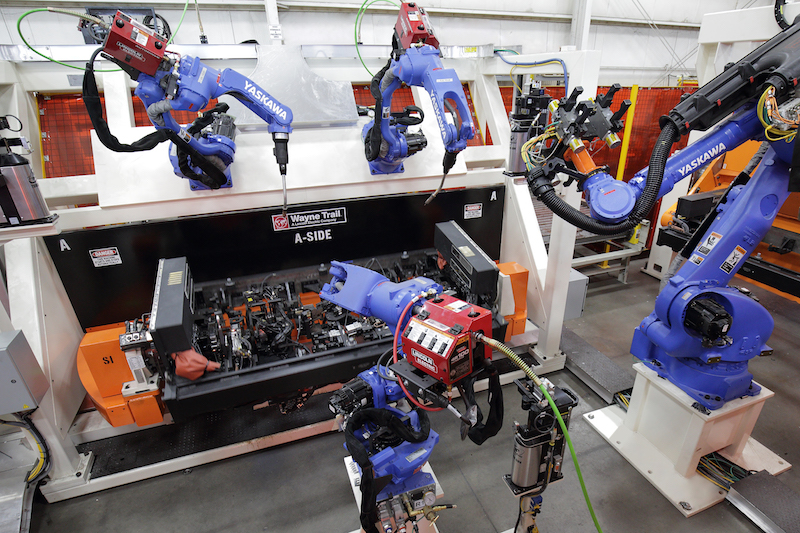
One good example of a project using QMS is an arc welding cell producing vehicle seat frame sub-assemblies. The component part and sub-assembly drawings define the components required to manufacture the sub-assembly, including: material specifications, weld locations, bead geometry and quality standards.
With the application of QMS elements, manufacturers must confirm that all components are present and match process inputs data; all parts are clamped in position, welds are applied correctly (length, position, and penetration) and an acceptable assembly is produced. Often this type of confirmation requires advanced weld tooling and sophisticated robotic systems including inspection systems for welds and dimensional capability.
The Lincoln Electric PowerWave provides the tools needed for complete quality weld control, including a cloud-based data collection tool for users to analyse weld data.
More complex products require automation that combines multiple work cells with material handling equipment to transfer products between processes to create a production line. To apply QMS elements to a more complex automation project, the manufacturing processes must be broken down. Metalforming, welding and assembly are often combined in a single production line.
Lincoln Electric – an integrator of metalforming, welding and assembly automation – applies QMS to all processes in the development of automation systems. The first phase of process development and equipment definition is followed by mechanical and controls design, build, integration, testing and qualification, production and system maintenance.
Process engineering analyses the process inputs to conceptualise, define and document the manufacturing equipment and details. The output needs to result in the design, build and integration of a work cell that produces the necessary volume of sub-assemblies that meet quality requirements.
Controlling the upstream/downstream processesThe design phase is initiated once process engineering defines a production line. Engineers receive specifications – the “input” – and must design a production line to meet requirements. QMS processes are designed to follow a single method for consistency, ease of training and auditing. In manufacturing, however, there are numerous processes able to perform a given task, such as adhesive, welding and staking for bonding. Manufacturers must apply the best process to each task to achieve the fundamental objectives that drive success while keeping operations simple to maintain control.
Welding processes have additional factors to consider: arc, resistance, friction, laser and ultrasonic welding. Also, arc welding has added processes: GMAW, GTAW, PAW, etc. and each process has advantages and limitations to consider.
If a part is better suited to be autogenously welded with resistance spot welding or laser welding to achieve quality requirements, then engineers should take advantage of the process’s benefits. Benefits of laser welding include: high-aspect ratio weld bead, low part distortion, fast weld speeds and ability to weld dissimilar materials.
When laser welding is advantageous, then the number of work cells or production lines are reduced, lightweight and stronger materials are used and post-weld processing is reduced. Other benefits include increased electrical efficiency, reduction maintenance and made beam delivery ease and flexibility.
Other assemblies are better accomplished with resistance spot welding because of complexity, less throughput, fit-up, etc. The resistance process allows for more tolerance in part fit-up with quick processing. Newer technologies with servo spot welding guns or mid-frequency direct-current (MFDC) control allows for better quality control of the spot welding process. Adaptive control is the next wave of technology that increases weld optimisation in changing weld conditions to deliver the highest quality weld possible.

Automated material handlingThere are a number of options for automated material handling. Robotics offers a flexible form, while dedicated forms include cam operated actuators, lift and carry transfers and conveyor systems. Part positioners – such as ferris wheels and turn tables – have many configurations, providing different work envelopes and various part orientations. In addition to flexible material handling, Lincoln Electric provides dependable positioning, conveying and other dedicated automation equipment.
Whether it’s pressing, fastening or sealant application, the options for automation processes are multifarious. For manufacturers to maintain quality and efficiency with the most complex systems, Lincoln Electric streamlines both upstream and downstream automation processes. By providing metalforming, welding, cutting and assembly automation services and products, Lincoln Electric maintains control throughout the design, build and integration processes, implementing the strictest QMS elements from beginning to end.
Control systemsProcess data is needed to show what was achieved during a cycle. Devices are available that can monitor outputs, such as presence, torque and flow rate. Integrating these devices helps manufacturers determine if a process is completed properly. PLC- and PC-based control systems receive, analyse and report part and equipment status. The information can be monitored real-time, evaluated and graphed then shared. Well-programmed control systems help monitor, maintain, and audit results to improve manufacturing operations.
ConclusionManufacturers have long heard sayings such as, “Failing to plan is planning to fail,” but these phrases are indisputably true. To ensure we remain competitive in this global economy, we need to plan and persist with our QMS at all levels of business. Continuously look for opportunities to improve. This is only possible when everyone – from design and build to production and planned maintenance – takes the initiative and responsibility to keep things under control.








