Gerhard Posch of Fronius describes future developments and innovations necessary for welding operations to keep pace with the digitalisation of automotive production
 The vision that Internet of Things and Industry 4.0 stand for is clear: The ongoing digitalisation can provide valuable data but its benefit is restricted and very limited. If data, however, is shared to a big community, experts and scientists could use it to develop new solutions and thereby generate further knowledge and bring a remarkable increase in customer benefits. To enable this, it is necessary to connect almost everything to a networked cyber world. Here, we explore various preconditions and possible ways in which this can become reality.
The vision that Internet of Things and Industry 4.0 stand for is clear: The ongoing digitalisation can provide valuable data but its benefit is restricted and very limited. If data, however, is shared to a big community, experts and scientists could use it to develop new solutions and thereby generate further knowledge and bring a remarkable increase in customer benefits. To enable this, it is necessary to connect almost everything to a networked cyber world. Here, we explore various preconditions and possible ways in which this can become reality.
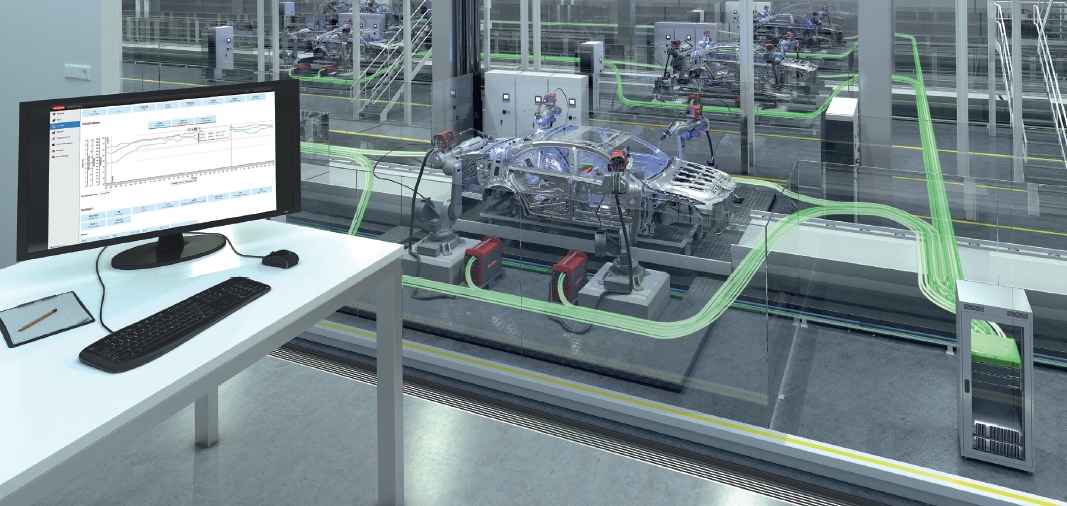
Smart factoryThe overall goal of Industry 4.0 is to establish smart factories. We are already seeing innovative plants which feature modular assembly layouts: a master control station follows the status of each product in real-time from the start of production until the delivery point. All manufacturing units deliver actual production data into the cloud and all necessary prematerials and prefabricated parts report their availability. The master control station decides, based on the reported data, which manufacturing cell will take over the next assembly step, coordinates the supply chain and provides all necessary production data. All of this, of course, in real-time. In this way, designed assemblies are much more flexible and product variants can be realised much easier.
This also impacts welding and the welding equipment development: Welding knowledge and all kind of welding parameters have to be digitalised, microprocessors will take over the essential part of the hardware and software will play the key role in future. Also, new challenges will arise: ultra-high-speed data communication within the welding machine but also within the internet and the development of strategies for securing data. Moreover, a further development of virtual welding will become a necessary tool to convey digital information into manufacturing equipment and to check the plausibility.
Parameter selection and storageIn order to establish autonomously working manufacturing cells, a computer has to select, control and modify welding parameters. The control of the parameters needs real-time response and requires a powerful computer in addition to the arc. The selection of the adequate synergic line as a function of base metal, sheet thickness and gap is more or less independent from the actual welding situation and can be carried out in the cloud by a welding knowledge management system. However, the development of such management systems will take time.

On the other hand, data storage will increasingly attract the customers’ interest – not only for documentation but also for analysis regarding possible inferences with weld failures and wear part management. Currently such inferences are not being investigated in detail, therefore it is hard to define the necessary resolution of digital signals for this purpose. This is why there is a strong trend towards high-resolution long-time data recording. As the mandatory high-speed connection between welding power source and the cloud cannot be guaranteed, special hardware storage tools, which are connected to and aligned with the power source, have to be used for data storage.
Data securityThe innovative aspect behind Industry 4.0 and IoT is providing and sharing big data in order to gain maximum customer and manufacturer benefits. This requires open networks and worldwide valid standards for communication, interfaces and data transfer. Additional manufacturing machines as well as welding power sources will have an integrated powerful computer which runs on a common operating system. This, however, can make the machine vulnerable to cyber-attacks. If the power source is integrated into a local network, the whole intranet can be vulnerable. For this reason the power source supplier must take special precautions to prevent an unauthorised cyber access. As Fronius’s internal studies have shown, the highest level of cyber security can only be achieved by a specialised hardware key in combination with an intelligent software.
Welding torch positionOne of the most quality-influencing factors is the position of the welding torch in respect to the workpiece and its angles of attack. As the torch is curved, it is very difficult to keep these angles constant during robotic welding along 3D trajectories. Information about the actual position of the torch in the welding cell is necessary to develop strategies for self-correction software tools. The topographical survey of the component to be welded can be done by using video-, laser- or ultrasonic-based systems. The torch position, however, is much harder to digitalise as the arc interferes with most of the conventional sensors. Therefore a GPS-like approach has to be employed.
Between human and machineCertainly, an autonomously working welding cell is the overall target, but it will take a long time until its realisation. Until then, humans will remain the responsible operators of welding machines. To facilitate communication, their operation should be similar to that of telecommunication mass products, e.g. smartphones. Multilingual operation, touch panels and voice control have to be implemented into welding machines. The harsh conditions of the production environment will offer a further technical challenge.Driven by latest technical progress in telecommunication like Google Glass or Microsoft HoloLens, the welding helmet comes into focus as a communication platform between humans and welding machines. The welding parameters will be displayed on the protective glass of the helmet. Additionally, the helmet can be equipped with a voice control system which interacts with the welding power source. For such developments it is necessary that the helmet is connected wirelessly to the microprocessor of the welding power source. Newest developments already use connected helmets and improve the self-obscuration of the helmets by sending arc on/arc off signals wirelessly to the helmet. This allows a quick and accurate obscuration especially in case of low-intensity arcs.
 Electromagnetic test set-up: electromagnetic compatibility is a precondition for autonomous manufacturing cells to become reality
Electromagnetic test set-up: electromagnetic compatibility is a precondition for autonomous manufacturing cells to become realityVirtual weldingBefore the autonomous welding cell can work on a real workpiece, verification is required to ensure that the offline-generated welding process will work and that the movement and position of the torch will be in an ideal constellation. For this purpose, it is essential to run and control the welding task virtually in advance. This requires special virtual welding software tools. From this perspective, software tools for training robot programmers, which are already established, are a firm base for the development of next-generation virtual welding software tools.
Metal additive manufacturingA consequent pursuit of the Industry 4.0 concept concludes in the manufacturing of components on demand. 3D design data will be sent to the smart factory, the manufacturing process will be immediately initiated and the finished product will be quickly delivered. Ideally, the object will be completely generated in intelligent machining cells by additive manufacturing technologies. Gas metal arc welding, especially CMT (cold metal transfer) as a powerful, very precise and lowest-spatter process enables cost-efficient additive manufacturing of large 3D geometries. The achievable shape complexity is limited compared to common powder-bed processes, but mechanical properties of additive manufactured components are similar to well-tried all-weld metal properties of filler metals. The welding technology is established and not that challenging. Additionally, the equipment and prematerial costs are comparably low – preconditions for a future key role in manufacturing on demand.
www.fronius.com