Los planos se generan primero como modelos digitales y Audi asegura que ya está desarrollando un concepto que reside en el mundo digital, 'virtual'. La marca explora ahora el concepto de ‘plantillas maestras digitales’ en su planta de Ingolstadt, Baviera – con un uso efectivo de sensores ópticos manipulados robóticamente para obtener datos digitales completos de los vehículos físicos y los prototipos de componentes para mejorar la calidad y reducir los plazos de desarrollo.
Los planos se generan primero como modelos digitales y Audi asegura que ya está desarrollando un concepto que reside en el mundo digital, 'virtual'. La marca explora ahora el concepto de ‘plantillas maestras digitales’ en su planta de Ingolstadt, Baviera – con un uso efectivo de sensores ópticos manipulados robóticamente para obtener datos digitales completos de los vehículos físicos y los prototipos de componentes para mejorar la calidad y reducir los plazos de desarrollo.
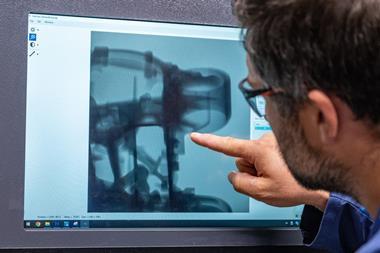
“Ya llevamos años implementando soluciones digitales en Audi, los datos medidos con sensores táctiles ya son datos digitales”, confirma Marcus Hoffmann, director de tecnologías de plantillas y mediciones. “La novedad es la capacidad de adquirir datos de superficies completas a través de sensores ópticos en un único barrido. Esto significa que somos capaces de inspeccionar grandes superficies, incluso la de un vehículo completo, en un plazo muy corto”. El siguiente reto es “la gestión de grandes cantidades de datos”, pero las ventajas pueden ser notables porque “podemos acceder a los datos desde cualquier parte del mundo”.
Hoffmann confirma que ahora se utilizan varias celdas para aplicaciones de interior y exterior en Ingolstadt, las más recientes comenzaron a utilizarse en 2017. Estas celdas conllevan un “entorno local de referencia cero” utilizando “cubículos funcionales exteriores”. Hoffmann asegura que estos cubículos se utilizan para comprobar el cumplimiento de los componentes exteriores de los datos de diseño y “no solo nos dejan comprobar un componente específico, sino también todas las piezas que están en contacto directo con el mismo”.
[sam_ad id=17 codes='true']Tal y como explica Hoffmann, los componentes de producción en serie de un vehículo deben corresponderse al estado de cualificación del plano maestro, pero este estado publicado se guarda ahora como una muestra de referencia digital, lo que elimina la necesidad de conservar los componentes físicos. “Los datos digitales de toda la superficie del componente permiten un análisis computerizado del componente sin tener que realizar mediciones adicionales con muestras de referencia almacenadas o con estados de calibración”.
Piezas sólidas y modelos digitales Hoffmann también afirma que esta manera de proceder facilita el trabajo de desarrollo tanto con piezas producidas como con modelos digitales de los componentes. Un ejemplo es la tapa del depósito de combustible del nuevo Audi RS 4 Avant. En una fase inicial de desarrollo, el componente de la carrocería estaba solo disponible como un registro de datos CAD y se combina virtualmente con los datos de mediciones digitales del depósito producido. El análisis interactivo de las curvas de la superficie en contacto así como las geometrías de contorno y radio permiten entonces a los trabajadores de calidad identificar la necesidad de correcciones mucho más rápido que cuando había que esperar al ensamblado. “La combinación de componentes digitales con los componentes reales es una técnica probada en Audi”, declara con énfasis.
El uso de esta técnicas en el interior de los vehículos llega después de su éxito en los exteriores, pero según afirma Hoffmann: “El plano maestro interior funcional ya se ha implementado con éxito en los modelos A8 y A7 actuales”. Antes, afirma, “la plantilla se utilizaba para evaluar y optimizar las variables geométricas, como el encaje de los componentes así como otros factores como el aspecto y el tacto de la superficie, el encaje preciso, y las propiedades de ruido y superficie. Pero ahora el plano maestro interior funcional nos permite analizar otras áreas de trabajo como ajustes funcionales, el análisis de distribución/fuga de luz y el ajuste de las interfaces gráficas de usuario”.

Además, afirma Hoffmann, las ventajas de este método se extienden también a nuestros proveedores ya que se simplifican y aceleran los procesos notablemente. “Las variaciones potenciales en piezas se pueden analizar y corregir inmediatamente”, nos explica. “Se basan en muestras digitales de referencia y garantizan la rápida disponibilidad así como la intercambiabilidad y compatibilidad internacional entre todas las plantas y proveedores de Audi en todo el mundo”. Además, está previsto un uso más extenso de esta técnica. “Ya estamos trabajando en el concepto de un plano maestro virtual”, comenta Hoffmann. “El nuevo reto es cómo simular fuerzas y efectos en los materiales, pero cuando cumplamos con el objetivo seremos capaces de ahorrar en prototipos físicos de vehículos”.
En las estaciones de medición La combinación de inspecciones ópticas en la línea de producción y fuera resulta crucial para el control de calidad en la fábrica de Volkswagen en Wrzesnia, Polonia donde la empresa está aumentando la producción para alcanzar las 100,000 unidades anuales de los furgones Crafter y MAN TGE. Estos procesos se llevan a cabo en el 'laboratorio de mediciones' de 5,400 metros cuadrados con control climático donde los equipos incluyen una estación de control fuera de línea y cinco estaciones de control en línea – una configuración que permite una medición precisa de +/- 0.5 mm y también la capacidad de preparar y ensayar programas para las instalaciones en línea sin necesidad de interrumpir la producción.
Todas las estaciones utilizan sensores Zeiss AIMax y utiliza los mismos robots de seis ejes que se utilizan en la planta para las operaciones de soldadura. Se realiza por lo tanto una estandarización de equipos de control de calidad y producción que permiten una mayor flexibilidad ya que el objetivo de VW es doblar las actuales 29 versiones del Crafter hasta 60 en la planta de 2.2 millones de metros cuadrados.
Así nos lo relata el Dr. Kai-Udo Modrich, director de soluciones para carrocería en Carl Zeiss Industrial Metrology. Confirma que las partes del vehículo involucradas son, los bajos de la carrocería, los paneles laterales y la carrocería principal, tanto abierta como cerrada. Declara que “se realiza un 100% de medición de todas características definidas como relevantes para el proceso dentro del tiempo de ciclo”. Añade que hay cientos de atributos específicos de piezas que se miden de esta manera. Incluyen los “puntos de montaje y fijación clave, como por ejemplos los de motor, amortiguadores, airbag, asientos y sistemas de escape”. Normalmente, continúa, “las posiciones individuales de estas características” están ya identificadas, pero se tienen en cuenta las características funcionales mediante el uso de varias características medidas para calcular simetrías, distancias, longitudes y desplazamientos que garantizan el cumplimiento del ensamblado y la funcionalidad en conjunto .
Un proveedor de primer nivel en Canadá está utilizando el escaneado digital 3D en red para permitir que los operarios puedan inspeccionar las infraestructuras automotrices junto a la línea. La empresa está utilizando el dispositivo de escaneado Gocator de LMI 3D en una estación de inspección robótica creada por el integrador de sistemas Bluewrist que utiliza también varios programas de software de este último para crear gráficos en pantalla que permiten identificar tendencias en la conformidad de las piezas de trabajo. Estos programas incluyen por ejemplo el sistema SPCWorks de Bluewrist que permite generar informes que pueden ser vistos por un operario en su plataforma de comunicación comXstream para permitir la integración de robot, sensor y controlador lógico programable. Según Jason Tsiu, director marketing de Bluewrist, una característica clave de esta configuración es que cuenta con capacidad de “tendencias a tiempo real” que permite detectar cualquier movimiento fuera de las tolerancias de producción antes de que afecte a la calidad del producto.
Este enfoque permite también flexibilidad para responder a una característica particular de las nuevas plantas: la producción a grandes volúmenes de algunos componentes mientras se añaden continuamente nuevas piezas a la capacidad total del sistema. “Trabajamos con un vehículo comercial con muchas variantes, por ejemplo, ya hay más de 30 paneles laterales diferentes, esto significa muchos programas de ruta de robot diferentes para alcanzar los diferentes puntos de medición”.
Por ello, continua Dr. Modrich, “recomendamos a nuestro cliente que construya una estación fuera de línea que se corresponda exactamente al diseño físico de las otras cinco estaciones. Los programas de los nuevos tipos de vehículos se preparan en la estación fuera de línea y solo requieren una ligera adaptación antes de que estén listos para su uso en las líneas de producción. El tiempo ahorrado en cada modelo es enorme”. Los propios sensores AIMax proporcionan tres principios de medición en cada unidad: triangulación multilínea, procesamiento de imágenes de escala de grises y análisis de sombra. Esto permite medir características geométricas complejas como ranuras especiales, orificios, roscas de tornillo, tuercas soldadas, perforaciones y purgas. Además, los tiempos de medición típicos, incluido el movimiento del robot, son de 1.8-3.0 segundos por cada posición de medición.
Volkswagen está muy satisfecho con esta combinación de tecnología vanguardista de sensores y comunicación integrada. “De esta manera sabemos inmediatamente dónde debemos modificar nuestros procesos”, confirma Werner Steinert, director de análisis/ metrología PWQ-3/1 QS en la planta. Afirma que el monitor en cada estación muestra a los operarios con total claridad si determinadas características están cercanas a exceder las tolerancias. “Las observamos atentamente cuando el margen de una tolerancia supera el 75%”.
De hecho, los ingenieros del departamento de Aseguramiento de la Calidad pueden identificar con frecuencia la causa de la desviación de las tolerancias con un sencillo examen de las fotografías tomadas por la cámara del sensor AIMax. “Esto nos permite determinar si por ejemplo hay adhesivo en las perforaciones, lo que evita tener que rediseñar la pieza más adelante”, afirma Steinert.
Los materiales compuestos encuentran la solución Por otro lado, la empresa Plasan Carbon Composites utiliza una combinación de tecnologías de sensores en combinación con software de análisis en red para ayudarles a optimizar los aspectos de control de calidad de un nuevo e innovador proceso de producción. La empresa fabrica componentes de fibra de carbono como capós, techos y paneles laterales. El uso de autoclaves puede tardar hasta 90 minutos en 'curar' las partes compuestas con la temperatura y presión necesarias. Pero la empresa implementó recientemente una nueva metodología utilizando prensas de prensado novedosas con tecnología propietaria que calientan directamente la superficie del molde para transferir el calor más rápidamente a la fibra de carbono. Afirman que este proceso ha reducido los tiempos de curación en componentes de Clase A a menos de 20 minutos.
 Volkswagen está satisfecha con la combinación de tecnología innovadora de sensores y la comunicación integrada
Volkswagen está satisfecha con la combinación de tecnología innovadora de sensores y la comunicación integradaSin embargo, este proceso presenta variables nuevas y complejas que la empresa no tenía forma de medir y registrar y que llevaron a niveles inaceptables de residuos y defectos de calidad. Por ello, Plasan implementó una solución de software que podría registrar e informar sobre los parámetros de proceso para cada pieza que pasa por el prensado. El objetivo es reducir los residuos de un 10% a un 4%, lo que podría representar millones de dólares de ahorro anuales. Los sistemas de software utilizados fueron los programas de producción empresarial FactoryTalk Historian Site Edition (SE) y FactoryTalk VantagePoint de Rockwell Automation.
Danny McKinnon, ingeniero de controles de Plasan afirma que el nuevo proceso proporciona una gran cantidad de datos. “Lo que hace que nuestras prensas de presión sean tan rápidas es cómo controlamos temperatura, vacío y presión, esta es la parte compleja del proceso”. “También registramos la información de operario, número de herramienta, número de prensa y cualquier otro dato que forme parte del proceso. Descubrimos que son los pequeños detalles los que provocan los principales problemas de calidad, detalles que muchos no se molestarían en registrar”
McKinnon continua, “todos los parámetros se registran en intervalos de 1 segundo 24 horas al día 7 días a la semana”. Luego los datos se “desglosan”, para ello se analiza el número de secuencia de la prensa para saber qué prensa está ejecutando el ciclo, el número de secuencia estará entre determinados valores, los valores fuera del rango indican el tiempo de reposo de la máquina. “Cuando realizamos un informe con VantagePoint, extraemos datos en base a la frecuencia de tiempo del número de serie o de la cadena en reposo”. “Luego podemos generar el informe en base al tiempo de ciclo con una representación gráfica del ciclo”.
Las propias máquinas y el software Historian utilizan EtherNet/IP como protocolo de red. “Para que la implementación de Historian funcionara correctamente tuvimos que actualizar toda nuestra planta y la estructura de redes de las máquinas para poder conectar todo”, confirma McKinnon. “Esto nos ofrece la oportunidad de analizar los datos de los sensores más remotos a tiempo real desde cualquier parte del mundo con una conexión a Internet y el protocolo de seguridad adecuado. Mi objetivo es que Plasan sea una ‘fábrica inteligente’, ya estamos a medio camino”.
“Las prensas de presión también fueron un reto importante y nos dispusimos a hacer algo que nunca antes se había hecho”, concluye McKinnon. “Pero hemos conseguido que funcionen según las previsiones. Hemos producido en serie más de 196,000 piezas en estas prensas y podemos revisar todos los datos de proceso de cada pieza. Ahora casi todos nuestros procesos secundarios están conectados a Historian, lo que nos permite reducir el rechazo también en estas áreas”.