































与供应商合作相适应的工具革新对汽全球车机械工厂提高竞争力极为重要。
福特英国布里真德(Bridgend)发动机工厂一年生产750,000多台柴油发动机。工厂与Mapal进行切削工具合作,帮助工厂实现SPC目标,以及发动机关键组件的精确度。为了这个目标,Mapal工厂已经永久聘请工程师Wayne Keepins。Keepins说,“我们努力帮助Ford实现改进生产力,降低年成本10-15%的目标。”
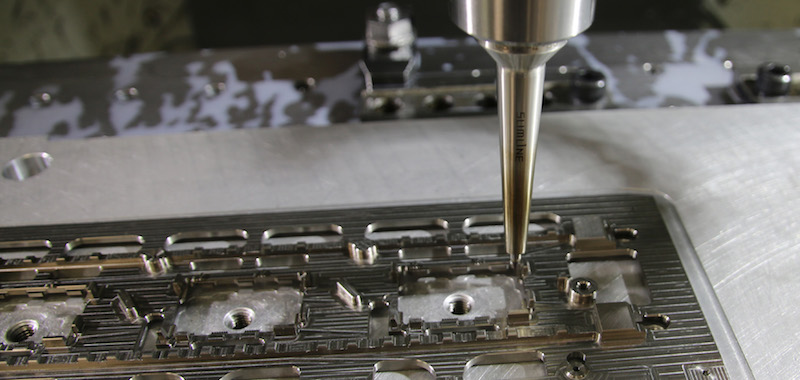
像很多现代发动机一样,福特公司动力系统采用了轻质铝材缸体,内壁压上烧结贴衬垫,支持移动磨损部件,而Mapal产品很大部分都用于发动机缸体铣削和钻孔作业。该工具公司称,为了解决这个难题,公司专门开发了多步钻孔方案。
组合工具提高生产力Keepin是说,“为了提高效率、生产力、工具寿命并降低成本,我们不得不走出之前更换钻孔工具的方法,我们必须设计全新的理念。比如,为1.5升和1.6升发动机生产线加工阀座。之前的工序以来3个不同的可转位替换刀片,完成4个程序。这中操作包括加工混合进气口、进气门座半加工、气门导管领航,阀座完成,以及引导。我们开发了一种新的组合工具,能够把3个工具降低到2个,降低了成本、启动时间,而且提高了生产力。”
Mapal说,取消单程库存材料,就不需要单独的气口混合和阀座工具。新的组合工具降低了循环时间。从64秒降低到34秒,而且切削工具固定时间减少了30%,每年能够减少800次工具更换次数。
公司还开发了其他工具,解决发动机内在缸体加工问题。在JLR V8发动机生产线上,工具后侧受到木屑颗粒污染的时候,连杆大端孔流程就可以阻止钻具导料块上的木屑。为了解决这个问题,Mapal开发了一个双工具流程,替代之前3工具设备。把粗镗工具拿走,并从板材一侧加工整孔,双工具加工降低了衬垫消耗,提高了工具寿命,每年节省5,200英镑(约合64,000美元)。
一部分原因是新工具需要4个衬垫,而不是8个,节约了50%。生产线每年生产145,000个发动机,得益于精准的钻孔机表面抛光,每小时发动机产量提高了,工具更换次数将少了。
粗加工,光洁整理在铣刀工具更新上,还有一个切削工具专家,那就是Sandvik Coromant公司。公司引进了一个平面铣刀,专门用于不锈钢涡轮增压安装外壳粗加工。涡轮排气装置粗加工的主要难点在于,薄壁组件的外形很复杂,而且夹具(用于振动操作)很精致。Sandvik Coromant公司开发的M612平面铣刀的几何结构非常优良,据说可以消除振动,从而优化面板切削操作。反过来,也可实现较高的金属切削率。
Sandvik Coromant公司汽车应用工厂是Jacques Gasthuys说,“不锈钢将成为涡轮装置的最佳选择,其性能优于传统的铸铁,有助于提高抵抗排气温度(最高可达1,300摄氏度),同时也可以抗腐蚀。”
“每年大约生产5,000万个涡轮增压器 — 有铸铁的,也有不锈钢的 — 但是加工不锈钢的成本要高出20倍,因为这些操作非常短,而且刀片寿命不确定,而且磨损不均匀。考虑这些因素,我们的目标就是开发牢固的道具,可以降低组件成本。”
在特点级别为GC4240刀片的客户项目中,使用M612铣刀,周转速可以从212rpm提高到273rpm,切削速度也会从70m/min提高到90m/min,而且给料速度也会从0.13mm/rev提高到0.18mn/rev。同时,切削深度可以达到2.5mm。实验结果显示,M612平面铣刀可以降低每个组件27%的加工时间,而工具寿命增加了172%。

工具的艰难时刻在汽车硬态切削加工也需要不断提高生产力,降低生产前置时间,以满足成本节约的要求。最新CBN(立方氮化硼)工具采用特殊混合物、高效率涂层及新的几何结构,提高受热、表面加工,抵抗断续切削带来的机械冲击。
有一个很好的例子就是Sumitomo Electric Hardmetal公司新开发的“混合”系列CBN硬态切削刀片。SumiBoron混合物,BNC2010和BNC2020都具有多层,在烧制CBN粉缸体时采用抗热抗磨损微观结构涂层,而底层融合了碳氮化物粘合剂。
此外,公司还开发了一种名为 “Break Master” 的木屑轧碎机,以及用于加工淬火钢的N-FV和N-LV,还有能够提高消除碳化层过程中的碎屑控制。
在对比传统涂层CBN刀片(用于传动轴硬态切削)的试验中,BC2010刀片能够提高230%的工具寿命。此外,当BC2010用于恒速万向节切削的时候(加工过程中会有断续切削),工具寿命可以提高150%。
有了这些优点,用户可以提高材料单个操作战略的生产力优势,可以超过45HRc,因此可以消除研磨和EDM加工。实际上, CBN据说可以超过55HRc,成为有效代替传统研磨工艺的唯一切削工具。
那么,将CBN的应用延伸到微内径钻杆上会怎样?Sumitomo公司的BSME和SEXC系列就是为直径为2.5mm硬化材料而设计的。在最近的试验中,公司再加固汽车组件中采用了7.1mm孔径的精镗,而且使用乳状冷却剂。在使用Sumitomo公司SEXC可转位刀片材料BN2000之后,每个拐角生产零部件的数量增加了400%,达到2,700个。切削速度为156m/min(7,000rpm),给料速度达到0.03mm/rev,切削深度达到0.1mm。
24-7加工工具除了生产加工之外,对夹具制造方面,正确的切削刀具应用也是很重要的。这一点在英国转包商Formagrind身上可见一斑。公司最近获得的汽车部门订单非常可观,之后公司投资建设两个Hurco VMX30Mi加工中心,以及Mitsubishi Materials出品的工具创新方案。
执行董事Mike Couser说,“订单超过100个复合钛夹具,每个都包括托加底座和相应的顶板,在生产和装配加工过程中夹住电子PCB装配件。”
“首先,我们需要两个全新VMC,获得较高加工生产力;其次,我们需要稳定的夜班生产。Mitsubishi为我们提供实质碳化端铣刀之后,一切迎刃而解。”
底盘和相应顶板覆盖组件在夹住汽车电子装配件时,最初需要105个底盘和160个顶板。加工一个底盘需要14个小时,而每个顶板需要1小时50分钟。Formagrind意识到,要每天24小时、1周7天连续操作Hurco VMX30Mi机器2个月。无人夜班生产的关键因素就是切削工具。
Formagrind开发了一个家具,可以同时夹住两个300mm x 200mm x 9.5mm底盘。二级钛板首次采用Mitsubishi直径8mm的实质碳化物4槽VQ系列端铣刀,切削深度为4.5mm,跨度为1.2mm,给料速度为1400mm/min。经过近2小时不间断加工后,加工剩下的机械就采用8mm工具,以及4mm和3mm直径VQ端铣刀。
一旦完成表面加工和细节加工,Formagrind就使用直径2mm, 3.5mm和4mm的VQ端铣刀,进行挖槽粗加工和精加工,在加工之前已经进行了喷水器切削,以减少加工时间。对微小的细节加工方面,采用0.5mm直径MS2-SLB端铣刀。顶面两部分的加工时间限定在9小时,对工具寿命非常重要。
"对我们而言,自信地无人延时操作非常重要…为了这个目标,我们在没对底盘加工完成之后就会更换工具,尽管在加工14小时之后很难注意到" - Mike John, Formagrind
厂间经理Mike John说,“我们在启动项目之处就咨询了Mitsubishi,他们建议VQ端铣刀,完成大部分底盘操作。对我们来说,自信地无人延时操作非常重要。我们无法承担加工中间的工具中断,这会损毁零部件,对工具之后的操作也会有影响。为了这个目标,我们在没对底盘加工完成之后就会更换工具,尽管在加工14小时之后很难注意到。”
在较小的上卫板夹具方面,Formagrind创造的夹具启动一次能够加工10个上卫板。在加工上卫板时,第一阶段采用6mm直径VQ系列端铣刀,切削深度为4.5mm。之后又采用3mm, 3.5mm以及4mm直径VQ端铣刀,进行其他加工和凹坑铣削。在精加工和细节加工上,采用2mm直径VFH长颈系列,其变螺距螺旋半径为0.5mm。
在这个过程中,3.5mmVQ端铣刀运作时间为55分钟,在整个项目中不进行更换,工具寿命为550分钟。此外,6mm粗铣刀能够完成4.5mm深度加工 — 即使在测试参数上,也能维持20小时将。
 Hyfore has delivered 54 bespoke fixtures to the Amtek Group, which has a major aluminium die-casting foundry
Hyfore has delivered 54 bespoke fixtures to the Amtek Group, which has a major aluminium die-casting foundry成功的金属切削不仅以来夹具,还要看模具。这一点由英国威特姆Amtek Group工厂证实。工厂气人得到Hyfore Engineering)(是Engineering Technology Group成员)出品的最新卡具套组。Hyfore向Amtek Group(拥有大型铝材模具铸造厂,生产400-2,700吨组件)共交付54个卡具。威特姆工厂主要生产动力系统发动机、变速器组件,为客户提供全方位综合铸件和加工设备,组件交付是在装配预备条件下进行的。
Hyfore通过与Amtek生产工程师合作,为客户量身定做卡具,包括立方管、墓碑到多重卡具,适用于各种单杆水平加工中心。此外,Hyfore还提供4轴桥板型多重卡具,可以适用于单杆及双杆Chiron立式加工中心。所有的卡具都使用液压卡具方法。
加工操作中的硬度和重复性是关键因素,主要在于卡具上,尤其是对大型组件而言,比如油盘。所有加工组件的维度都在500mm加工包线范围内,并大量涉及研磨、钻孔和开孔操作,复角加工比重很大。
生产工程师Jeff Marshall说,“我们从一开始就采用Hyfore方案。我们完成铸造规格之后,他们就设计并论证原型,然后浸入生产卡具项目。我们不断寻找优化加工车间生产力的方法,因此双方之间的相互信任是非常重要的。”








