



























Battery manufacturing experts from ACC, Dräxlmeier and Rockwell Automation discuss the changes underway in the European battery supply chain, and what is needed to be done to secure production and supply for the automotive industry.

Batteries are at the core of the automotive industry’s once-in-a-century transition from the carbon-based energy sources of petrol and diesel to fully electrified vehicles, which regulators and consumers are all pushing for over the next decade and beyond.
However, developing a battery supply chain within Europe is a huge industry challenge.
All parts of the battery value chain are currently dominated by Asia, especially upstream in the supply of raw materials. At the same time, established battery companies and technologies have been developed outside of the automotive sector and historically are not as closely integrated.
The automotive industry in Europe is under regulatory pressure to finish making vehicles with combustion engines by 2035 and turn to electric drives. The big question is, how does the automotive industry achieve this profound change to battery electric mobility in such a relatively short space of time
At a panel debate on battery production and innovation held last week by Elite Experts Conferences, industry experts from Automotive Cells Company (ACC), Dräxlmeier and Rockwell Automation talked about the changes underway in the European battery supply chain, and what needed to be done to secure production and supply in Europe for the automotive industry.
Collaboration and cooperation
Electrification and more specifically, lithium-ion battery technology, is traditionally associated with the chemical industry rather than automotive. Therefore, the automotive industry needs to work more collaboratively with electric vehicle (EV) powertrain and battery integration experts, as well as cell manufacturing specialists. Further upstream it also needs to more closely collaborate with chemical and mining companies for the raw materials used in lithium-ion battery making.

ACC is a good example of where collaboration between OEMs and battery makers is working. The batter maker is working with carmakers Stellantis and Mercedes-Benz, as well as TotalEnergies’ battery-making subsidiary, Saft, each of which now has a third ownership of ACC. Yann Vincent, CEO of ACC pointed out that, as seen in his company, the formerly separate worlds of automotive and battery making were now merging. He said that scaling up production from the battery lab to full-scale vehicle production volumes was the biggest challenge facing the industry and that partnerships along the length of the supply chain were essential.
“Everything is related to the chemistry,” he said. “We know that the performance of a cell does rely to a very large extent to the materials we are using, and these will remain exactly alike with solid state. Partnering with a chemical company to engineer the raw materials will improve energy density and performance.
Equipment benchmark
It is also very important to establish strong relationships with the equipment builders supplying battery manufacturing plants. That, according to Vincent, has two objectives: to secure the supply of the equipment in Europe rather than relying on Asia (and China in particular); and, secondly, to improve the processes involved in battery production.
“We have to improve and dramatically change our process, such as moving from dry coating to wet coating,” said Vincent. “Tomorrow, when we produce solid state, we know the processes will be completely different, so it’s really paramount.”
He went on to say that relying on Asian equipment suppliers represented a threat to production if for some reason supplies were disrupted or stopped altogether. However, for the time being, Vincent said ACC was still going to buy its equipment from Asia, from either Chinese or Korean suppliers, to ensure it was on a level playing field with its more established rivals in when it came to production.

Furthermore, European and US equipment makers are benchmarking against the Asian manufacturers, according to Dominique Scheider, head of industrial strategy and marketing for transportation in the EMEA region for equipment maker Rockwell Automation. Rockwell, a US-based industrial equipment maker, is already working with South Korean equipment providers and now with emerging European machine builders.
Scheider said that for the European industry to succeed it needed accelerate activity there, working with the research centres and the labs. The profitability of the equipment plants was a paramount consideration.
The question of equipment supply was also picked up by Dr Grzegorz Ombach, who is executive vice-president and head of battery systems at tier one supplier Dräxlmeier, as well as being head of group strategy and innovation at the company. He pointed to the example of Ford’s connection with South Korean battery maker SK Innovation in the US, where the entire supply of its manufacturing equipment came from Asia.
“You cannot separate the equipment and the technology patent,” he said. “From my perspective, Europe is going to create a similar thing. You are going to need some IP protection rights and then you have to find a way to collaborate to get your licence and build your own product. The sooner the better, as it will cost more later. Everything will be about efficiency of manufacturing to reduce costs, and carbon footprint.”

Ombach highlighted that collaboration was essential to the future of the EV supply chain.
“The business models are changing,” he said. “In the past you had simple value streams that were built by tier one suppliers, but with time, this is not the most efficient way from an OEM’s perspective. I’m talking about control [of resources], as the battery also has a huge impact on price of the vehicle and impacts its performance.”
Ombach added that there would be a shift in the organisation of the supply chain and a closer relationship between the OEMs and their tier two suppliers, rather than the tier ones.
Vertical integration
In parallel with collaboration, many players are moving to become more vertically integrated. There are a number of reasons why this makes sense, including the reduction of costs, cutting carbon emissions, as well as being able to exert more control and ensure security of supply.
Ombach confirmed that vertical integration was part of the new business model for electric vehicle production, noting the successes Tesla and BYD have had. Investment is in the direction of cell suppliers, as seen between Tesla and Panasonic, VW and Gotion, and with ACC, Stellantis and Mercedes-Benz.
Such vertical integration is the only way to manage the steep ramp up in automotive battery production required over the next decade and what that means for the secure supply of raw materials.
By example, Ombach pointed to Tesla’s efforts to secure graphite rom Mozambique as an alternative to China. Australian mining company Syrah Resources operates the mines in the Mozambique region of Balama, which Tesla is looking at. The carmaker has an agreement with Syrah Resources to secure 80% of output its processing plant in Vidalia, Louisiana, starting in 2025. That processing facility sources most of its graphite from the mines in Mozambique.
ACC’s Vincent concurred that OEMs are eager to secure the supply of raw materials themselves to avoid any threats to their supply and he said that was behind the integration of businesses in ACC. Vincent explained that Mercedes and Stellantis will not rely on a supply exclusively from Asia or anywhere else and this diversity of sourcing would help secure production of batteries at ACC.
CLICK HERE TO SEE THE FULL ELECTRIC VEHICLE BATTERY SUPPLY CHAIN ANALYSIS REPORT BY ULTIMA MEDIA
Data-driven opportunities
Another advantage of closer integration between the OEMs and battery makers is the sharing of data. As seen in the relationship between Tesla, LG Chem and Panasonic, each company can learn from one other through the sharing of data, whereas other set ups are more restricted. For example, GM does not have full access to how LG Chem produces the cells used in the batteries it supplies. Conversely, LG Chem does not have all of the information about how the battery cells perform in the vehicles because this information is not shared by the carmaker.
ACC’s Vincent went so far as to say that the battery industry is a data-driven one and that to achieve the best operational efficiency extensively relying on data scientists to gather and analyse data on processes.
Tesla’s access to data and its full integration with its supply partners puts it in full control of the value chain but that is not guaranteed for start-ups entering the automotive industry, such as Lucid and remains to be seen how they will develop and integrate.
Competition was also a question for new entrants in the production of lithium batteries. How can they compete with Asian giants, such as CATL, LG, Panasonic and SK Innovation?
Vincent said ACC first had to catch up with the 15-year head start the established players had. That meant relying on European competencies, such as it is afforded by its connection with Saft.
“We rely on the Stellantis use to mass manufacturing… and in the very near future we will rely on the expertise of Mercedes, which is used to buying batteries from Chinese suppliers, and has got through this sourcing a very deep knowledge of what mistakes we should avoid,” said Vincent.
He added that the collective expertise of the wider European industry, including the labs, offered an opportunity for European battery makers to catch up more quickly and reduce the gap they had in resources.

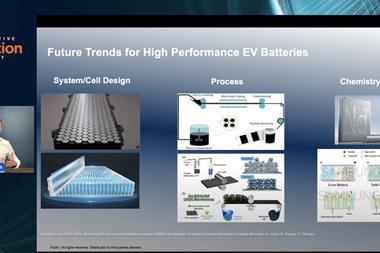
Competing technology
The enormous investments being made into lithium-ion battery development – the technologies, the gigafactories and in the wider supply chain – appears based on the assumption that lithium-ion technology is the dominant technology for EV powertrains of the future. Of course, there are multiple competing technologies on the horizon that could disrupt and supersede lithium-ion batteries, including lithium-sulphur, solid-state batteries and further ahead, hydrogen fuels cells. However, currently there remain challenges in bringing these alternatives to market.
“There is going to be a huge change in removing the mechanical component as much as possible and reducing the system costs,” said Ombach. “So, we need to change the chemistry.”
While lithium sulphur applications are still at the lab stage, Ombach pointed to sodium-ion technology, which was now safer for use in automotive applications and could be used in application where longer range charges were not as critical. Lithium iron phosphate (LFP) batteries are also showing promise for shorter range applications.
Further development is needed on solid-state batteries, which use solid electrodes and electrolytes, rather than liquid or polymer gel electrolytes, such as those used in lithium-ion or polymer batteries. They are still in the prototype stage.
“Two years ago, many car manufacturers said they would bring solid-state batteries to market in 2022,” said Vincent. “These have been delayed because it is very difficult and expensive.”
The potential is strong for automotive, according to Ombach, because of the huge power density and the less complex composition of the battery.
“The temperature operating range is [also] much broader than lithium-ion, from -20 to 80+ centigrade, compared to liquid, so this directly impacts thermal system and you can remove the whole cooling system, which reduces costs,” he said.
Solid-state batteries could be in use in the premium segment in the next four to five years and will have a significant impact on the whole industry over the next two decades but to build up the supplies to meet demand first requires a reduction in costs for solid-state.

Nevertheless, Ombach said there were a lot of start-ups looking into the technology, such as Quantumscape and Prologium, and it offered great promise down the road.
At ACC, Vincent said there would be no scale up for solid-state battery production in the very near future but the company was planning it in for 2027.
In the meantime, there is significant room for improvement in the development of existing lithium-ion batteries.
Manufacturing priorities and digitalisation
Transformation in the manufacturing process is vital in scaling up battery production and bringing down the cost so that EVs can be more affordable and widely adopted.
Dominique Scheider observed that, from a manufacturing perspective, as the battery technology changed so would the machines used to package them, meaning an agile architecture was important. To more quickly test the efficacy of the machines required and the plants they were situated in required the used of digital twin technology – the computer-simulation of production processes, planning, quality checking, monitoring and more.
Scheider said that building models in a virtual environment was a cost-effective way of testing the priorities of time to market, operational training, analysing smart machines before putting them in to real-life operations and to assess what the environmental impact of the battery making process would be in the long term.
Shortages and recycling
Shortages and price spikes of certain minerals and chemical compounds have occurred and are expected to again, perhaps more regularly as the battery supply chain ramps up to meet demand. Recycling can play a role in tackling these shortages.
“It is still true that the quantity of batteries to be recycled won’t be significant until 2030-2035… but the scarcity of the natural resources [will require] a ‘second mine’ at some point in time,” said Vincent. “Without recycling, we won’t have enough raw materials to make the batteries needed.”
It will be up to car manufacturers to retrieve the batteries at the end of their life, which is not a simple exercise. The recycling and chemical companies are going to be important players and Vincent said that recycling activity is most effective the closer it is to the chemical company. “The recycling company will have to deliver its products to the chemical company, so the loop needs to be short from an economic and supply point of view,” he said.
Proposed legislation with the EU’s New Regulatory Framework For Batteries pertaining to sustainability and rules of origin, to be phased in over the next five years or so, will require sourcing of upstream materials from within Europe.
Ombach said that battery regulation is going to be a huge issue. Recycling is going to help but the integrated companies will have to guarantee the cells and batteries they are producing are made with a zero-emission footprint and produced with green energy.
There will also be an impact on the length of the supply chain. Lithium-ion batteries are heavy and it is not sustainable to transport them long distances, which also increases the risk of damage.
European battery supply chain
A 1-Terawatt-hour European battery supply chain could potentially be worth up to €100 billion ($113 billion) annually by 2035.
It is no wonder that numerous stakeholders are keen to capture a part of this lucrative new industry. However, it is a huge undertaking to develop what is effectively a brand-new industry, starting from a relatively low base point and, as last week’s discussion revealed, there are formidable challenges ahead.
However, there is also considerable political will, government support, public money and private investment, which will make it happen. That is because it is vital for energy security, vital for security of supply, crucial for mitigating climate change and central to the economic prosperity of Europe and its car industry.






No comments yet