UV coating technology offers perfect protection for discs and the environment
 Demand for brake-disc coating has risen noticeably in recent years and the market has responded accordingly. There are different types available, each with distinct advantages and disadvantages. Currently, the most prevalent coatings are zinc flake coatings, zinc dust systems and black-coloured systems made with zinc phosphate or oxide. Sprimag has developed a number of such coating systems.
Demand for brake-disc coating has risen noticeably in recent years and the market has responded accordingly. There are different types available, each with distinct advantages and disadvantages. Currently, the most prevalent coatings are zinc flake coatings, zinc dust systems and black-coloured systems made with zinc phosphate or oxide. Sprimag has developed a number of such coating systems.
Several OEMs have recently given their approval to ultraviolet (UV) coatings, therefore Sprimag has produced two further UV coating systems for brake discs in the past 12 months.
"The essential advantages of this type of coating are the short processing time, solvent-free coating agents and the relatively low amount of energy required for curing," explains Rainer Mendl, head of construction and development at Sprimag. These attributes increase the possibility of integrating this type of system directly into a machining line. The high minimum layer thickness values that occur are a disadvantage, which is why functional surfaces such as bicycle surfaces or secondary system and friction surfaces are not coated. Other disadvantages: Coating of surfaces that are not exposed, such as ventilation ducts, is either difficult or virtually impossible.
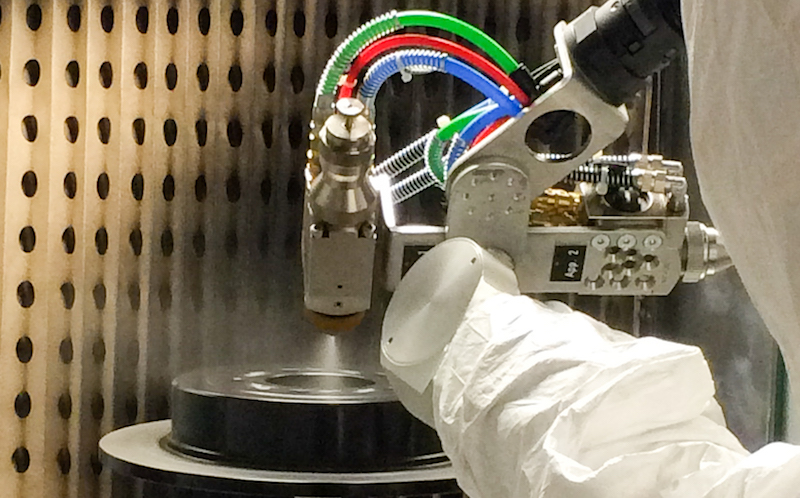
The compact Sprimag concept for a UV coating system for brake discs includes the intake and removal of discs on a roller track, including an automatic transfer handling system. Coating takes place on a rotary indexing table with at least four stations. The intake process can be supplemented by part recognition, which allows products to be handled in mixed operation, for example.

When the discs have passed through the transfer station, they reach the coating station. The use of a robot enables cycle times of between 20 and 27 seconds for partial coating. This also approximately complies with UV curing time, which is a result of coating-specific peak UV performance and the required overall UV dose.
The 100% UV coatings coming into use have black pigmentation and a layer thickness starting at roughly 20µm. Other pigmentations are possible and, comparably, they enable a high level of flexibility when it comes to the colour scheme. The required layer thickness values on the disc surfaces that need coating are 20-80µm. Higher surface thickness values are essential for non-functional surfaces, as they must meet the highest requirements for corrosion protection. Functional surfaces are only lightly coated, or not at all.
A particular point to note applies to the coating supply for these UV coatings. This is because the temperature of the coating agent must be increased during application, so that it can be sufficiently atomised and can reach the required values of layer thickness and evenness. This temperature must be guaranteed in all operating conditions of this type of system, which means at the start of production, during continued production and during interruptions in production.
This is achieved using coating warming equipment with direct linear medium temperature control and monitored coating circulation with quantity compensation. The best possible insulation of the circulation increases the exactness of the temperature and reduces unnecessary energy losses. This paint supply is integrated into the system, locked using separate doors and is also aspirated in order to avoid fumes from the UV coating entering the atmosphere. The last station provides the UV radiation curing.
The improved corrosion protection, lower energy consumption, the composition of media in a more sustainable way, and the shorter process times are crucial arguments in favour of continuing the trend of UV-coated brake discs. Another plus is the reduced space requirement for UV drying and coating systems. A compact design is made possible due to the removal of exhaust gaps and cooling compartments.