



























Electric vehicle architectures offer both challenges and opportunities when creating strong, lightweight body structures. Dreistern’s Automotive sales manager, Christoph Grüllich looks at the current build of EVs and discusses some of the solutions offered by roll forming

We have this big structural change happening inside the automotive industry today driven by the need to reduce CO2 emissions. As a result, OEMs are now heavily invested in the development and production of electric vehicles (EVs).
In terms of work content there are fewer parts and less complexity in the assembly process, and the body structures appear simpler. However, for EVs the change in the body-in-white (BIW) requires more stability in certain areas. In the past, the rocker panel was just two simple profiles and some reinforcement sheets in specific positions for the jacking points or locating the B-column. So, you only needed reinforcement inside the rocker panels at points where impact resistance or a service requirement was needed.
Safety and cost challenges
The consideration for a side impact crash in an ICE power vehicle was focused only on protecting the passengers, whereas with the electric battery vehicles (BEVs) you now need to protect both the driver and the battery. And with the structure of the BEV the side crash impact zone is now reduced from 300/400mm down to around 150mm. This means all the force and power coming from the side crash impact needs to be stopped within 200mm and now requires the reinforcement inside the rocker panel to be in place over the whole length of the panel.
“If you look at the future, how vehicle structures are developing, OEMs are looking to simplify these structures and they are working more closely with tier suppliers to achieve this and reduce costs”– Christoph Grüllich, Dreistern

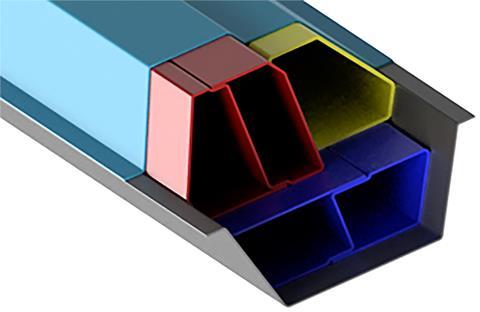
Some of the first versions for BEVs kept the external shape of the rocker panel and used an aluminium extruded profile that featured several chambers (multi-chamber parts), which absorb a lot of energy within a very small distance. But there are cost implications using this configuration. For example, a German OEM found that the cost of a standard rocker panel for an ICE vehicle was €40 to €45, completely assembled, but when they produced an initial version for BEVs, featuring the multi-chamber aluminium extrusion, the cost of the part increased to €120. The main reason for the high cost was the need for additional milling processes to insert any required holes in the profile. Now, our goal at Dreistern is to create a multi-chamber part or reinforcement inside this rocker panel, roll-formed not aluminium-extruded, at a cost of, around €80 to €90.
We are seeing some OEMs looking to convert an extruded aluminium part into a roll-formed aluminium part. Others are exchanging extruded aluminium parts for a roll-formed, welded, steel profile featuring single-chamber or multi-chamber parts and assembled together in order to create another multi-chamber part. To support this approach, we have developed two hat-shaped profiles and then three simple profiles, or single profiles, to fit inside the rocker panel, to create the multi-chambers and the crash performance that is required.
Roll forming also offers cost savings in that it requires less processes to create a profile. For example, with multiple models being built on one platform, the profile (of the rocker panel) can be the same for all, only the length will vary and possibly some of the hole punching. So, you don’t need to change the tooling and you can change the lengths of the part without any additional cost.
This can be a benefit to the BEV segment where the required range of the vehicle, to some extent, dictates the length and width of the vehicle in relation to the battery pack size, i.e., the longer the range required, the bigger the battery pack, so the longer (or possibly wider) the vehicle (rocker panels, bumpers) need to be.
Autonomous driving and flexible seating
Autonomous driving also offers some interesting opportunities for roll formed parts. Designers are looking at much more flexible concepts inside the car, how the seating might be reconfigured, providing more flexibility, and because of this we are now getting enquiries for roll formed seat rails up to 2.5 metre in length. This longer length is better suited roll forming as most seat rails for ICE applications are produced in presses and measure around 60cm in length. Producing longer length rails in a press requires different tooling and is more expensive. Also, we are now processing higher strength parts and we can roll form (cold form) steel up 1,750mpa.
We can also achieve good process speeds with roll forming, up to 200 metres a minute. This speed is reduced when adding processes like welding, punching or separating the part due to special lengths. For example, for a rocker panel, we can produce around four or five parts a minute. This might not sound like high output, but the part is completely finished, pre-punched and welded two or three times, depending on how many chambers you have inside that part.
Developing smart systems and processes
Looking forward, we are sure that we’ll have to handle the changing properties of materials over the next 10 to 15 years. Also, for automated processes you need a more pre-sized parts in order to have the correct positioning of the components. That means we need to maintain the tolerances, let’s say of one millimetre, across the whole length of the part, regardless of what material we are processing. To achieve this, we are developing intelligent roll forming systems to measure forming forces, to check the profile geometry and have an on-time and live regulation of the roll forming line. This allows the system to directly react and adjust the tooling according to the changing properties of the material over the length of the part. This intelligent system will also support predictive maintenance, helping to keep the lines running and avoiding unnecessary downtime. And the data gathered supports longer term analysis of efficiency and productivity, providing greater transparency of the material flow and process quality.
If you look at the future, how vehicle structures are developing, OEMs are looking to simplify these structures and they are working more closely with tier suppliers to achieve this and reduce costs. These developments in vehicle platforms, for EVs and autonomous vehicles, offer a lot of opportunity for roll formed parts. This process can produce precise, scalable parts and structures that meet the functional and production requirements of these vehicles, as well as supporting flexible manufacturing.
Closer collaboration in engineering
So, for roll forming, we see a big increase in number of parts and especially number of applications inside the car. We’re already seeing a change in the approach from OEM and tier supplier customers. Previously you got an enquiry for a part and there was no engineering required. However, since 2019, there’s more discussion about a geometry and design, how we can manufacture it, how we can transfer or modify the part in order to be roll formed. How can we change punching patterns in order to be able to have them in different models or in different lengths. So, we are developing our equipment and systems to meet these changing requirements, supporting the production of a new generation of vehicles.
Find out more here






