






























Simufact’s Michael Wohlmuth and Michael Tran describe LightHinge+, a co-engineering project that used the extended possibilities of additive production to develop a lightweight solution with fewer components and simpler assembly
 One of the main advantages of additive manufacturing (AM) is the near-unlimited freedom in design due to die-less production. This allows filigree lightweight lattice structures with maximum stiffness. From this point of view AM should be perfect to provide parts for the next generation of lightweight vehicles.
One of the main advantages of additive manufacturing (AM) is the near-unlimited freedom in design due to die-less production. This allows filigree lightweight lattice structures with maximum stiffness. From this point of view AM should be perfect to provide parts for the next generation of lightweight vehicles.
Unfortunately, the dominating weak point of metal AM is the extremely long build time, which makes the parts rather expensive – much more than when produced with traditional methods such as forging or casting. From today’s perspective, additive manufacturing does not seem to be valid for extensive serial production as we see it in the automotive industry. Currently, metal AM is used in this industry in three areas: to produce highly complicated tools for traditional manufacturing; for producing spare parts; and for small series of special cars, such as racing cars, premium or utility vehicles.
In this case example, the new lightweight design and production of a hood hinge, as well as the reduction of the distortion with help of CAE simulation, are presented. The presented parts have become very complex products because of the vehicle design, the available build-in space and finally the pedestrian protection functional requirements. To meet all these functionalities, high strength and stiffness are required, which lead nowadays to a total hinge weight of approximately 3kg per vehicle.
LightHinge+
In a common innovation project called LightHinge+, EDAG Engineering, voestalpine Additive Manufacturing Center and Simufact Engineering jointly developed a new hood hinge. The project team used the extended possibilities of additive production in order to re-think the component, re-construct it and subsequently to manufacture it additively. As a result, the new hinge is built with only 50% of the weight of the original part, and with the additional advantage of having nearly the entire pedestrian protection functionality integrated within one part. It takes fewer component parts and less assembly steps to build the new hood hinge.
The design was done supported by topology optimisation, which finally led to a bionic-like extremely filigree and lightweight structure. Such parts can only be reasonably produced by use of AM technology.
Project challenges
Two major challenges occurred at this point. First was to establish the ‘right’ support structures, i.e. the optimal geometry and the amount. Support structures are necessary to prevent the collapse of the part during the build process, which would lead to an immediate stop of the production process. However, it is always the objective to have as little as possible supports because the material required for these structures makes the build process even longer and more expensive, and support removal becomes more extensive.
The second challenges are the distortion and the residual stresses in the printed component due to the concentrated heat input with high heating and cooling rates during the build process. A distorted hinge can, in turn, deviate 1-2mm from the targeted geometry. Producing parts with the right geometry within the given tolerances is rather difficult and typically requires lots of time and costly try-outs on the shop floor. By replacing – or at least dramatically reducing – the current physical trial-and-error process with a holistic simulation approach, engineers will be able to address those weaknesses in a more optimised manner.
AM process simulation
Both challenges – the support structure issue as well as the distortion problem – could be resolved by means of process simulation. Within the LightHinge+ project the focus of virtual engineering was on the distortion problem, nevertheless the significant reduction of required support structures could also be realised.

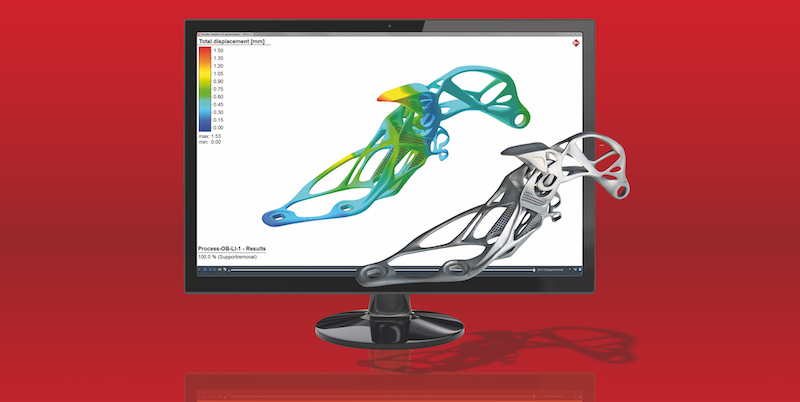
With the use of Simufact Additive, a whole process chain of additive manufacturing can be simulated. The process typically starts with the design phase, followed by the basic model preparation, including the definition of the support structure but also generating the build data for the machine. In a simulation-supported environment, the model data will be taken by a simulation tool such as Simufact Additive to run the build process virtually. The process chain can also include a heat-treatment process and, for aerospace parts, the HIP process (Hot Isostatic Pressing) as well. Also, it is necessary to take into account the behaviour of the support structure and possibly the base plate. In addition, the release of the part from the baseplate and the removal of the supports can be essential to examine the deformation behaviour.
In the LightHinge+ project a macroscopic approach, based on the inherent strain method, was used for running the distortion simulation. The advantage of this technology is the short simulation time; the build process of very complex parts can be simulated within a few hours. Another benefit is the simple and very efficient description of the physics of the build process based on few parameters, which easily can be examined based on a cantilever-test, a small specimen printed in the same AM machine. Even though this is a simplified approach, the deformation results are matching very well and give valuable answers to optimise the AM process.
The finite element model of the printed part is also very easy to generate. It is a so-called voxel-mesh, a mesh with regular hexahedral elements that entirely contains the components (parts and support structures) and is generated layer by layer. Though this approach seems to represent the real structure more or less roughly, a special technology adopted by Simufact allows the realistic consideration of the real part geometry. The simulation project starts with a very coarse voxel mesh, which runs in less than an hour. This approach is used to gain experience with the manufacturing process in terms of the distortion of the structure. To find the leverage between the simulation speed and the required quality of the results, few variants with finer voxel representation will finally lead to the realistic deformation of the printed structure.
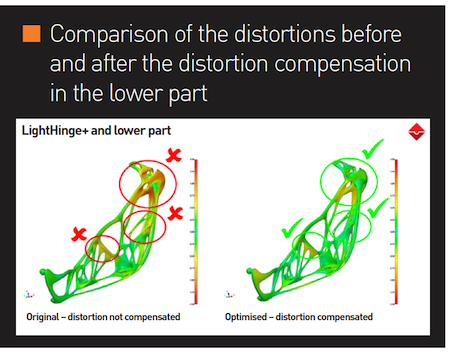 Distortion compensation
Distortion compensation
A special functionality of Simufact Additive is the active compensation of the distortion. Since 3D printing is a die-less manufacturing technology, no tools have to be reworked or redesigned to compensate the part distortion. In the case of additive manufacturing, just the CAD-geometry files (parts and support structures) for the printing machine need to be modified. For this purpose, Simufact Additive provides a compensation functionality, which modifies the target geometry of the build process.
After the build process, final cooling-down and removal of baseplate and support structures, the total distortion is naturally in a similar amount to the first approach, but fortunately in a direction which comes much closer to the required CAD geometry. This compensation process can happen several times iteratively, until the required quality criteria are met. In the LightHinge+ project, the compensation was successful after the first loop of simulation, so the compensated geometry CAD could be used to print the optimised part with less distortion.





