With the popularity of personalisation, OEMs are looking to their painting lines to provide the answers
 Have you ever considered the number of customised cars that pass in front of you when stopped at a red light? It's no fewer than four cars in ten.
Have you ever considered the number of customised cars that pass in front of you when stopped at a red light? It's no fewer than four cars in ten.
Sober or more striking, the customisation of our vehicle is an extension of our personality. Plenty of solutions are indeed used: adhesive strips, covering, foil wrapping, airbrush painting, a two-tone paint finish. As individuals, we all wish to differentiate ourselves from each other. Therefore, from a purely marketing aspect, this phenomenon has a bright future. As consumers, the constraints now are simply a question of budget and the limits of customisation. Those are the two main points that manufacturers and suppliers are already working on.
Recent years have seen some important announcements about personalisation, including printing cars. Only one letter separates printing from painting when written, but you cannot print as you paint. For sure, printing technology would revolutionise the entire paintshop: no longer overspray, modification of the paint supply process, post-touches made by a robot controlled by vision system.
However, this printing universe is further from the painting one than we expect. Indeed, the paint itself has to be adapted to this new printing technology as the distance of painting will be dramatically shorter than with a rotary atomising sprayer. The flying droplets from the bell cup to the car panel will not dry equally during half a second pushed by a strong air flow. Moreover, each droplet will have to be accurately positioned on the car.
Nobody would imagine a paintshop without any robots but there are not many robots able to print one droplet at the right distance from another droplet on every face of the car body. Those technical items are challenging the complete application booth. Each step of this technology will have to be validated and improved to reach the level of quality, repeatability and performance required by the automotive industry. Important work is required from all stakeholders involved – and it may take more time.
So, during the coming years, OEMs will still need to paint cars as efficiently as possible. They will require, as today, improvements in their painting lines on every topic managed by a paintshop director: lower running costs, higher quality, simpler installation, more flexible and robust equipment and, of course, environmental impact.
That’s the reason why in the last couple of years Sames has been working on waterborne paint application technologies.

Waterborne application choiceHow do we electrically charge waterborne paint which, as everyone knows, is a conductive material? The paint must be insulated from the supply to prevent short circuit issues. Sames proposed not one but two solutions.
The first one is the patented Accubell technology which allows charging of the whole sprayer within the canister full of paint. Already, more than 1,000 atomisers with this technology are painting cars and bumpers all around the world. The second solution is the external charge, known as indirect charge. The electrostatic charge is made by ionisation. The paint droplets are electrically charged by passing in front of electrodes, which are external to the sprayer. In this case, the paint feeding system remains ground wired.
For the customer, that means no need to modify the existing paint circuit. Moreover, the investment costs are limited when switching from an existing solvent installation to a waterborne one.
How to get over the limitsIf electrodes get dirty during production, the electrostatic charge becomes less effective. Cleaning operations are indeed compulsory. The paintshop’s productivity is not as it should be. Therefore, to eliminate this external charge’s drawback, Sames innovated two technologies. The first relates to electrodes; they are now equipped with two pins instead of just one. “This dual-pin technology showed great results during trials made at Sames' paint application centre: 250 cars could be painted without cleaning the sprayers or their electrodes,” explains Eric Prus, the R&D manager. This outcome enables even for a high-capacity paintshop to produce quietly between each break.
The second technology, enabled by the external charge atomiser, comes from Sames' internal charge atomisers: the full range of bell cups 50mm and 80mm with its dual shaping air for super wide pattern (SW).
Designed with the patented Hi-TE technology, the EX80 cup allows customers to meet the highest finishing results. The size of droplets is 6-11% smaller, compared with previous bell cups. That helps with better colour matching results and quality (no mottling and striping issues). The SW air shrouds are controlling the pattern with the dual shaping air management. The fixed ratio of air flow between straight air and vortex air gives a robust pattern. The total air flow and cup speed can vary to adjust a width of pattern from 300mm to 500mm. An additional benefit of these SW air shrouds is a shorter spraying distance, which reduces the transfer efficiency of around 4%.
A brand new atomiserSaving paint is also possible in the atomiser itself: an integrated colour-change block helps to save paint, solvent and time. A new external charge atomiser with multi-trigger technology will be available for 2017. Depending on the process, the new PPH 707 EXT MT embeds the six high runner colour change block for coloured primer station, or four high runners for unlimited colour configuration of basecoat station. For a limited number of colours, all paint hoses directly supply the atomiser which manages a 5.6sec colour change with only 4cc of paint loss.
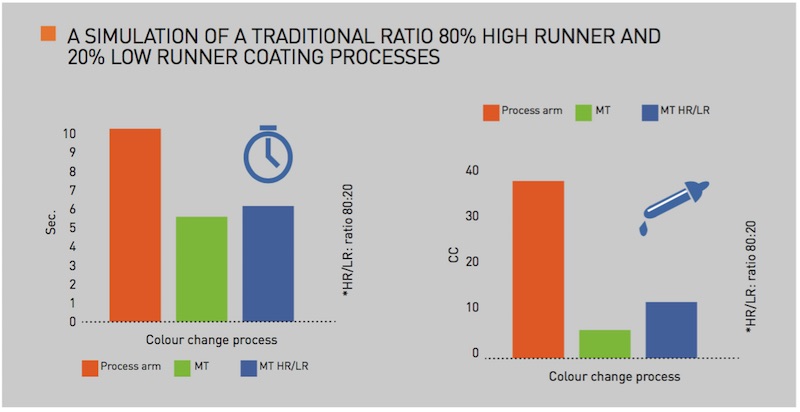
Unlimited colour – four high runners, 24 low runnersThe PPH 707 EXT MT embeds four high runner colours (5.6 sec, 4cc colour change only), and one additional colour change valve (CCV) is located on the process arm of the robot. This CCV manages the low runners with longer change time of 10.0 sec, and 38cc of paint loss. The graphs below represent a simulation of a traditional ratio 80% high runner and 20% low runner; the average performance of colour change is only 8.3cc of paint loss and 5.8 sec for colour change time. The technology can save huge amounts of paint, solvent and volatile organic compounds while increasing production rate. This atomiser comes as standard with the dual pin and SW pattern technologies. Maintenance operations will be even more simple as the atomiser’s cover is retractable. The rotating bell is a mature technology which is proven and adopted by all OEMs. Electrostatic effect is the technology to improve transfer efficiency.
Until we find a groundbreaking way to customise car panels, we will go on to develop technologies and improvements to reduce running costs and increase finishing quality, while including the simple installation of highly flexible and robust equipment.