Supporting structures
With capability and complexity within paintshops on the increase, Mike Farish speaks to suppliers about the more proactive and better connected quality control efforts taking shape
As the materials and processes that underpin automotive paintshop operations continue to develop, so must relevant support services as demand for continuous improvement in the efficiency and quality levels of those operations also ramp up. This is why, right at the beginning of this year, one of the major providers of both paintshop materials and process support, US-based PPG, launched a new Services Organisation aimed at radically restructuring and enhancing the way it supports paintshop operations at both OEM and tier supplier levels.
The nature and rationale of the initiative is explained by Dennis Taljan, general manager, global automotive OEM services for PPG, based in Pittsburgh. “It started to become apparent to us that as our customers were expanding globally we needed to be able to support them in their plants wherever they were,” says Taljan. “We realised that we needed to bring our expertise on products, processes and their performance and management, together with our customers’ practical experience of their daily implementation, to enable improved efficiency and reduced environmental impact from their use on a daily basis.” What is involved, therefore, is a reorganisation and refocusing of existing resources.
Global standard
According to Taljan, the company now has around 1,500 individuals deployed at some 300 customer sites worldwide but, he continues, the point is that up until now they have been “just individuals” with little awareness of anything other than what is happening at their immediate location. The intention, though, is to form what is effectively a single team networked together using appropriate communications and imaging technologies to facilitate the “standardisation of best practices” at a global level. This will, he confirms, involve their reporting back to a central database on faults in paint processes wherever they occur worldwide. But he also stresses that that reporting will focus only on materials and processes, and will not involve any information that could identify the vehicles, plants or customers concerned.
It will also, Taljan continues, facilitate a broadening of the type of in-plant services the company can provide. “We typically have focused on the coatings on the vehicle, but our customers are putting coatings on surfaces throughout their plants every day,” he says. The point, though, is that “all those surfaces need to be managed” so that both the paintshop and the rest of the plant can operate at maximum economic and environmental efficiency.
Nevertheless Taljan is adamant that the “primary driver” for the initiative is “the pace at which the technology of on-vehicle coatings is developing” – an observation he justifies by noting that, over the last 20 years, the average thickness of the total paint system applied to car bodies has been reduced by 40%. That pace of development is not abating and he cites several other examples, one being the continuing drive to enhance transfer efficiency in other words quite simply “getting more of the product to the car”.
Sound advice
Another development is the increasing requirement for coatings to provide sound-dampening capabilities. This is something that has become more acute as a result, for instance, of the increasing volume of electric car production, as such vehicles generate different types of cabin noise to those powered by internal combustion engines. In practical terms that will entail a greater need to apply “liquid sound dampeners in paintshops” using robotic techniques to replace the asphaltic pads that are currently employed for that purpose. He estimates that around 20% of car plants utilise this approach already and that the industry’s continuing cycle of plant modernisation will inevitably see it increase further. When the further requirements for global consistency of process are factored in, as well as the need to address all surfaces in a plant, he says the business imperative for the creation of the new service structure becomes compelling.
As such, Taljan continues, what customers will now start to experience is a much more proactive approach from PPG personnel operating in their plants in identifying opportunities for process improvement. “There will be a bit more of a push-back when they see processes that are operating on the edge,” he states.
Easing the burden
Taljan indicates that PPG will be seeking to much more energetically address issues it regards as generic to automotive painting everywhere. One such is the regular need to use waterjets to clean the carriers that transport car bodies through the e-coating process, a task he describes as “burdensome and costly”. Taljan says that finding a way to reduce that requirement was identified as a target when the new service was being planned, and that its launch has coincided with the introduction of a coating material for the carriers Envirogreen 84 that should significantly reduce the accretion of e-coat material to the carriers and hence the frequency of cleaning them. “It is the first example of us looking at a problem globally and coming up with a solution,” he states.
But given that when cars reach the showroom, where the appreciation of their appearance by eyesight of prospective purchasers is a fundamental factor in the buy or not-buy decisions they make, then the human eye must still remain an essential means of quality control in the painting process. That does not necessarily mean, though, that it should not be aided whatever modern technology can provide.
Quality assurance managers employ on various microscopy observation techniques to identify defects: Darkfield is an illumination method that helps make it easier to see minute scratches. Differential interference contrast (DIC) is a technique whereby the illumination is diffracted through a DIC prism; this technique is effective for highlighting very minute height differences on a sample. High dynamic range (HDR) allows several images to be taken at different exposures and combined to reveal fine surface details regardless of differences in brightness across your sample’s surface
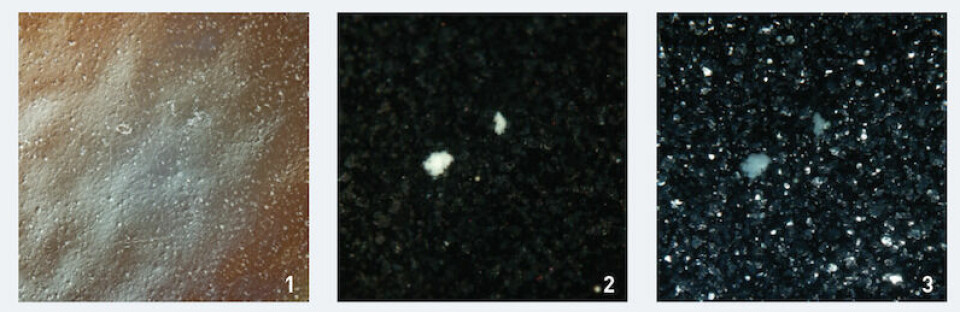

1. Orange peel Surface scratching and ‘orange peel’ under DIC in HDR (693x magnification) 2. Clearcoat contamination under polarised light (277x) 3. Clearcoat contamination under directional darkfield (277x) 4. Particle suspension in clearcoat (693x) 5. Defect under DIC, darkfield and polarised light, showing how despite being subsurface it has effects on the surface finish (277x) 6. Rust defect under polarised light (693x)
Eye to IT
Olympus, the Japanese-owned provider of optical products, perhaps best known for its cameras, has also long been a supplier of conventional microscopes that have obvious utility as a means of enhancing visual inspection routines. In addition, as Rob Bellinger, industrial microscopes product applications manager for Olympus Scientific Solutions, confirms, over the last five years or so a further enhancement of that approach has started to make headway in the automotive industry.
This is digital microscopy, whereby an optical microscope effectively serves as the front end of a digital camera to enable images of painted surfaces to be captured electronically and displayed on a video screen. According to Bellinger, who works out of offices on the US west coast, the technique also lends itself to the simultaneous use of various supporting capabilities in the areas of both illumination and image capture and processing, which greatly increase its utility as a quality control tool in an application area as exacting as automotive OEM painting.
That relatively short timescale of the use for the technology by the automotive industry does not, though, indicate a laggardly attitude on behalf of the industry. In its present form, with supporting illumination and software processing capabilities, Bellinger says the technology has perhaps only existed at all for about the last decade.
In practical terms, Bellinger explains, quality engineers use digital microscopes to quantify the presence of defects in their painting process. Sample ‘paint chips’ are sprayed along with the vehicle and the quality of the paint on the chips is then inspected using a digital microscope. In some cases paint samples cut from rejected body panels can also serve as the specimen that is inspected.
As such, the technology is an off-line, bench-top quality control technique in which optics, illumination, display hardware and image processing software provide support to skilled human visual inspection capabilities. “What this technology brings is more imaging techniques using digital rendering,” Bellinger states. Indeed when summarising just what the crucial aspects are of digital microscopy today Bellinger indicates that though the core hardware – the microscope itself and the camera – is obviously important, the really key advances have involved developments in image processing and illumination techniques.
Several such techniques are particularly pertinent to the requirements of automotive OEM painting. One that Bellinger mentions immediately is high dynamic range (HDR). This, as he explains, is a technique in which multiple images captured at different exposures are combined to reveal fine surface details regardless of differences in brightness across the surface of the sample. “It uses multiple images stacked together to increase contrast,” he states.
Another is brightfield and darkfield mixed illumination. What that provides, says Bellinger, is the ability to “co-illuminate at different angles on the surface, to bring out surface textures and scratches that you normally would not be able to see using standard microscopy.”
Brightfield illumination, he explains, is where illumination is perpendicular to the surface being examined so that “the light is reflected straight back up” to the point of image collection. Darkfield illumination, in contrast, is where the light is directed at the surface at an angle so that “if the surface is perfectly smooth the light does not get returned to the image sensor but just bounces off.” But if the surface has “texture or scratches then the light is reflected back up along the edge producing high contrast along the edge of blemish.”
Both types of illumination can be used separately but, according to Bellinger, “mixed illumination gives you the best of what they can provide simultaneously.” He notes: “You can get surface reflection and edge detection at the same time.” The light source itself is simply a “white light LED”.
A further technique is differential interference contrast (DIC), a technique whereby the illumination is diffracted through a DIC prism. This approach is particularly effective for highlighting very minute height differences on a sample. “It gives you details on the surface that you normally cannot see in straightforward white light,” says Bellinger. “It brings out surface textures and gives you a shadowed effect on the surface.” Another is phase analysis, which provides the ability “to phase out different levels of contrast.”
An intriguing technique that Bellinger also cites is the ability to use transmitted light in which illumination is directed at a test piece from the opposite side to the one where the microscope is positioned. Obviously this would not be applicable to the examination of a paint surface applied to a substrate that was completely impermeable to light, such as a piece of metal used in a car body, but Bellinger says it can still be of use in an automotive context. Specifically, he states, when the substrate is a piece of transparent plastic it can be used to examine clearcoat layers in isolation from the rest of the total paint system for a vehicle. “It will give you the ability to detect and examine voids or bubbles under the surface,” he explains.
This is, Bellinger confirms, a technique that is already being used within the automotive industry. But, intriguingly, he adds that while its utility for examining opaque layers of the paint system would not be as great, there might nevertheless be some potential for it to be used that way. “It would create a glow effect,” he says, though he adds that he is not aware of any users of the technology exploring that potential so far.
Power magnified
Bellinger admits that many of these techniques can still be implemented using conventional microscopy but says its digital counterpart pushes back the boundaries of what the purely optical approach can achieve. It does so, he indicates, primarily through its ability to mix them at the examination stage as well as through subsequent processing. “Ordinary microscopy cannot provide the rendering, contrast enhancements or filtering tools that digital microscopy enables,” he states.Moreover, digital microscopy is simply more powerful in the most basic performance parameter involved – that of sheer magnification power. “It has a broader zoom range,” Bellinger confirms. The magnifications used in different applications might well vary but while the effective limit for purely optical devices is, he says, about “1,000 times”, the digital devices that Olympus supplies can achieve magnification rates of “9,000 times”. But, he adds, digital devices also lend themselves to applications involving very low magnification rates, say about 50 times, where a wide field of view is required. Investigating ‘orange peel’ effects is one such.
But digital microscopy is still for the most part a tool to be used by skilled operators who can interpret the images it produces. “It is not an in-line automated system, though it does enable some tasks to be carried out in software,” says Bellinger. One example he cites is particle counting. “When you are looking at a clearcoat in polarised light, contaminants show up as bright white and the software can count them,” he says. “But the operator still has to take the image, select the area and set the values.” Surface roughness can also be estimated in a similar, semi-automated fashion.
So, while digital microscopy does not eliminate the need for skilled personnel to operate it and understand the images it generates, it does offer scope for diminishing the time taken in set-up routines, image capture procedures and in some cases image processing. Taken together then, compared with a purely optical approach, they can produce a substantial reduction in the total amount of time required from when samples are taken from the production line to when useful information can be returned to the line. On that score, Bellinger says what might previously have been “hours” can now be just “minutes


