Ford Otosan manufacturing for an economy in transition
Ford Otosan has upgraded its manufacturing facilities in Turkey to ensure the Transit is ready for an electrified future
Ford’s commercial vehicles division, Ford Pro, is focused on an electrified future. Its General Manager, Hans Schep, admits that market growth has slowed in recent months, but electrification is still very much what he calls, the “end goal.”
A big part of achieving that goal is the Ford Otosan joint venture in Turkey. It’s a relationship that goes back over sixty years, even further when you consider that Ford’s JV partner, Koç Holding, opened the first Ford dealership in Turkey in 1928. The first factory was built in 1960 in Istanbul and remained there until 2001 when a new plant was created at Kocaeli.
The partnership is expected to build over 900,000 vehicles in 2025. These include the popular Ford Puma crossover, which is built in Romania, the Courier small van and since 2018 Ford Otosan has also been building Ford Trucks. The operation now manufactures 75% of Ford commercial vehicles sold in Europe and will soon also produce Volkswagen CVs on the platform shared between the two OEMs.
It’s a relationship that Schep says allows the business to scale up even further, with the latest generation of the Volkswagen Transporter due to commence production in the middle of 2024.
“It is not just about product, it’s also the way you manufacture that product and how you do that at scale and at the right quality. We’re spending a lot of time on that to get it right”– Hans Schep
Production hub for the Ford Transit
The bulk of production will be the popular Ford Transit, with all models now built in Turkey. Most of the design, research and development for the Transit still takes place at the Ford Pro headquarters in Dunton in the UK, but Turkey has taken over as the production hub.
There they will be manufactured on a vast 1.7m sq. m site at Kocaeli that contains two separate production facilities, Yeniköy and Gölcük. Both share a dedicated loading pier on the Sea of Marmara where 250 vessels dock each year and where hundreds of thousands of Transits will be dispatched to 91 markets around the world.
The 340,000 sq. m Gölcük plant manufactures the two tonne Transit range, with the new Transit Custom being produced at the Yeniköy plant.
This includes new battery-electric derivatives of both the large Transit and the new Transit Custom. Powertrains include the internal combustion engine, hybrid, plug-in hybrid and battery-electric and the facilities have benefitted from major investment and upgrades in recent years to accommodate these, but it’s not just about increasing capacity says Schep.
“To do it at the right quality is a big job, but we’re in the middle of this transition of having multiple energy sources, multiple powertrain opportunities and doing electrification at scale,” he says. “It is not just about product, it’s also the way you manufacture that product and how you do that at scale and at the right quality. We’re spending a lot of time on that to get it right.”
It would of course have been easier just to choose one type of powertrain and focus on it for the future. However, Güven Özyurt, Leader of Ford Otosan, says that commercial vehicle customers need the choice during the period of transition.

Multi powertrain model production on a single line
“We have a complex production environment because we are building one of the most complex products,” he says. “It became more complex because we decided a couple of years ago to produce ICE, PHEV, BEV on the same production line. That is not an easy thing and every element of it is tough. But looking into what’s happened over the last year, customers are not sure which powertrain is right and it will take time to understand what we are going to end up with. That is why we intentionally implemented the plant in this way.”
That implementation involves extensive automation and digitalisation systems, including a fleet of in-house designed Automated Guided Vehicles (AGV). Combined with automated elevator, conveyor and handlings systems, they ensure the right components are delivered to each station on the lines accurately and on time. All of this is monitored via a giant real-time data flow screen that displays the entire production process, the first of its kind in Turkey.
Managing such a complex production facility is the responsibility of Aysan Hosver, plant leader for Kocaeli. He describes the upgraded facility as the plant of the future and says that production of the PHEV Transit Custom since 2022 has been invaluable in learning about producing electrified vehicles. Assembling every powertrain type has required going even further including new equipment and innovation, extensive training of employees, new rules and procedures and enhanced safety.
Setting up battery assembly
It has also required a brand-new battery assembly line, the first for the Ford Otosan operation. Designed in-house at the company’s research and development facility in Istanbul, the battery module begins life in the tool and die manufacturing area.
Here what Hosver calls the battery “trays” are stamped out in one of six stamping machines. These aluminium trays then form the battery module casing which goes on to be painted and tested to ensure it is air and watertight. Then the batteries, wiring and electrical systems are all fitted before the module is sealed up and supplied to the production line.
Keeping the batteries in the correct state of charge throughout the production line presented another challenge says Hosver. The batteries must have charge in them at certain points in order to test related components, but at other times they must have no charge to minimise risk to employees. That required the installation of charging and discharging equipment along the lines.
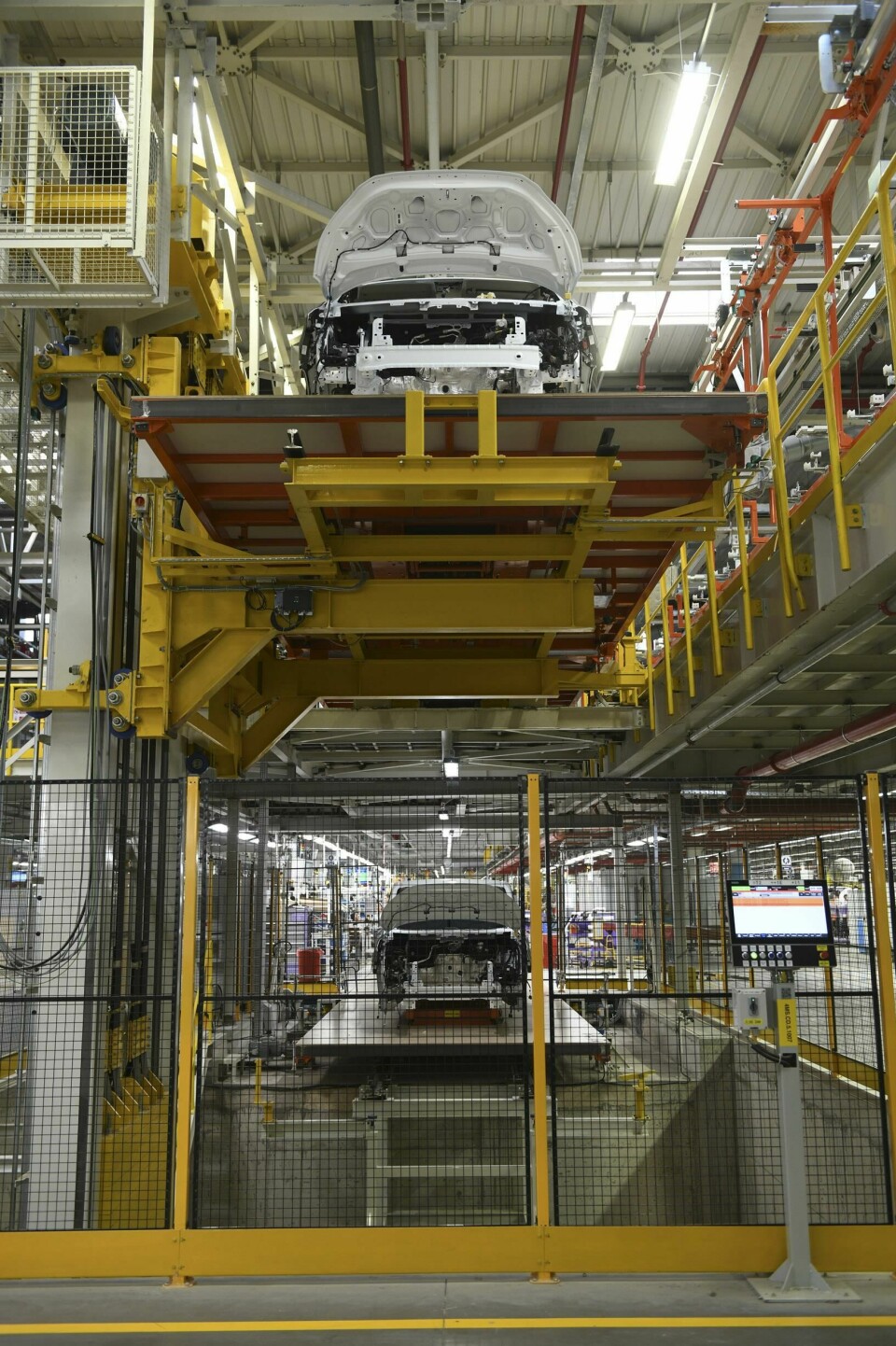
That was one challenge, the other was the impressive double-decker production line. The reason for adding a second level to the paintshop and assembly line was simple, to keep the physical footprint of the plant the same and therefore maximise efficiency without increasing the ground space required.
“The paintshop was designed by our engineers, together with line builders and is one of the tallest paintshops in the Ford family,” says Özyurt. It provided a number of challenges, as did the multi-level assembly line.
“We need very precise tolerances, especially when you’re building electrified units because you need to work with tight tolerances,” says Hosver. “On the second floor, the level of vibrations was a challenge at the beginning. We worked on that and made reinforcements to the infrastructure to meet the tolerances.”
Automation – lights-out operation
Another feature that was both an advantage and a challenge was the lights-out operation of the second-floor production. It is entirely automated, because people aren’t really used to working in that sort of environment and so only maintenance workers are given access. Being automated also means that production steps can take place in a more confined space, again not ideal for employees but suitable for robots.
Speaking of robots, there are around 1,200 of them across the Yenikoy production lines with 82% automation in the bodyshop and the paintshop. Robot manufacturing stations are strictly controlled to optimise safety, but there are areas where some stations where humans and robots collaborate.
“There are some areas where we have cobalt, fixtures, guides and some automation equipment where people and machines can work together,” says Hosver. “We have the protective properties in place to ensure that it’s a safe working environment as safety comes first.”
Automation levels might be high, but there are still over 1,000 employees working in the Kocaeli plants. Three shifts are operated in the bodyshop across two lines, one for the Transit and another for the Volkswagen Transporter. Presently only one shift is required for the battery assembly line.
Each model takes around four hours to be completed, with forty units being manufactured every hour.
Given the significant improvements made to the Kocaeli plants and the increase in capacity, does Hosver expect there to be any more upgrades in the future?
“In my last 20 or so years, I have never seen the plant so big,” he says. “The demand is good, so we always invest and make more capacity. We look at increasing automation for efficiency, cost reductions and cost improvements. We are never done and will continue, either for quality, cost, delivery, or capacity.”
Producing a commercial vehicle that can meet the wide variety of needs of customers today is a challenge. Ford Pro’s own research suggests that vans of all makes contribute around €786 billion to the economy of Europe but with the upgrades and innovation in the Kocaeli plants, it is clear that Ford Otosan is ready to meet the challenge on the road to electrification.


