Manufacturing with UHSS
The pressure on reduce weight, while maintaining strength and improving safety, continues to drive the development and usage of advanced materials. Along with engineering plastics, engineered metals are enjoying a raised profile and being employed in more areas of vehicle construction, including body in white (BIW), as well as fasteners and exhaust systems. The BIW for the new VW Up! weighs in at just 222kg and uses a range of high-strength steels in different parts; the similarly-sized Kia Picanto is even lighter, at 206kg.
The Up! achieves a lower kerb weight than the Picanto by foregoing luxuries like air conditioning, flexible seating, rear doors and other extras, but the two cars illustrate what is becoming a common approach in automotive design and production: the use of advanced materials in budget, mass market vehicles.
“There are two main factors driving the development of Ultra-high-strength steels (UHSS),” says Frederic Painchault, head of automotive marketing with steelmaker ArcelorMittal. “The first is CO2 emissions regulation, which leads to a strong demand for weight reduction. Advanced high-strength steels (AHSS) are one solution to vehicle lightweighting. The second is legislative requirements in the area of safety. AHSS help auto manufacturers to achieve safety standards and to meet CO2 legislative demands.”
BMW has found that reductions in CO2 of 10-15g/km can be achieved for each 100kg of weight saved and with upcoming legislation requiring automakers to reduce emissions across their ranges, reducing weight assumes a high priority. However, the trend has been the other way over the past decade or so, as consumer demand for more luxury on cars, coupled with higher safety standards, has led to vehicles getting heavier. But with the introduction of variable taxation on vehicles, depending on their emissions band, has come pressure from customers who want the best of both worlds – lighter, less polluting and cheaper-to-run cars, but with no loss of luxury.
UHSS have achieved dramatic reductions in weight – something in the order of 20% – and some steel manufacturers are already talking about the possibility of a further 20% saving on top of that. But this comes at a price: UHSS typically costs around €200 per tonne more, compared with conventional steel grades. However, less UHSS is needed, so it remains a cost-effective solution. “AHSS, combined with powertrain efficiency solutions reduce the total life cycle emissions, and this was strongly highlighted by the Future Steel vehicle developed by Worldautosteel,” says Painchault. “A legislation evolution from tailpipe emissions to a life cycle assessment (LCA) approach could boost AHSS usage for lighter weight components,” he adds.

Definition and families
It is necessary to define what is meant by UHSS and/or AHSS. Definitions may vary, depending on the source, but ArcelorMittal considers steels with ultimate tensile strength (UTS) ratings of between 450 and 800MPa (megaPascal) as AHSS. UHSS are those with UTS beyond 980MPa. Other sources may call all steels with UTS above 550MPa UHSS. Robert Rautio, of SSAB, has another definition that relates to the manufacturing process, describing steel grades with either complex phase or martensitic microstructure, which are intended to be cold-formed to the final part, as UHSS. They will be strong, there is no doubt, but a UTS-based definition is probably the most acceptable. AHSS now include various families of steels, major among them being dual-phase, multi-phase or complex-phase, TRIP and martensitic steels. These use various strengthening mechanisms, such as solid-solution hardening, grainrefinement, precipitation strengthening, transformation strengthening and various microstructures.
According to ArcelorMittal, the challenge is to develop very complex steels that simultaneously meet all the requirements of automotive customers while taking into account the various interactions between composition, processing parameters and cost. UHSS and AHSS are not ‘exotic alloys’, as such. Some carmakers are fitting or offering exhaust systems made of Inconel, a super-light alloy used in the aerospace industry, but these compounds are not widespread. Special steel grades attain their high strength by some measure of alloying – with silicon, carbon, manganese, aluminium, niobium, titanium, vanadium and molybdenum being among the elements most favoured – but they are always at least 98% iron. The key to achieving the combination of high strength and reduced weight is in the manufacturing process.
Production methods
“In the case of SSAB, the processing includes raw iron from a blast furnace, steelmaking in a LD converter, continuous casting, hot-rolling, controlled cooling, pickling, cold-rolling and, finally, continuous annealing,” explains Rautio. “The temperature cycle can allow the achievement of a combination of carbon and steel phase that will make the steel harder while keeping it highly formable,” adds ArcelorMittal’s chief marketing officer Philippe Aubron. “But very high hardness can also be achieved after heat treatment during stamping, which is undertaken by the customer.
This technology is growing fast, as it allows carmakers to make complex-shaped parts with high crash resistance; the UTS achieved on a stamped part is three times higher than the lowest-grade AHSS. High hardness can also be obtained by post-thermal treatment on stamped parts, although this method is not fully developed, so far.”
Usage – where and when?
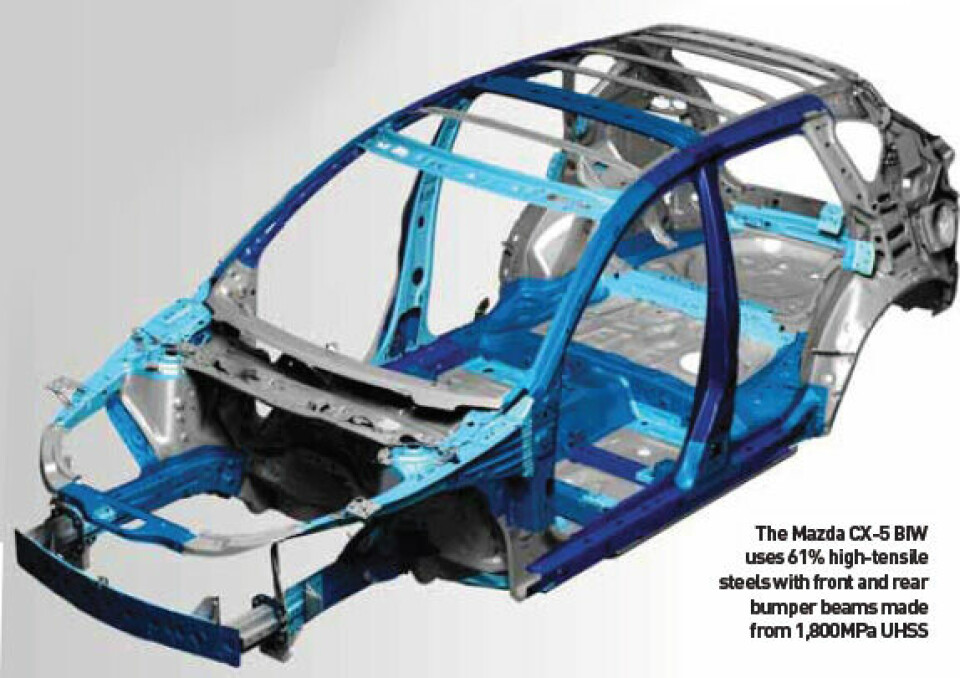
AHSS and UHSS are used in BIW, on the chassis and for closures and fasteners. Designers have to improve the crash resistance of the vehicles they are creating – specifically, the energy absorption of the steel structure – while keeping weight and material thickness under control. Because of the higher crash-resistance of UHSS, compared with conventional steel grades, carmakers can reduce the material’s thickness without compromising safety. As mentioned above, the new VW Up! BIW uses a lot of AHSS and UHSS. More than 50% of the new Ford Fiesta’s body structure is made from high-strength and ultra-highstrength steel, including boron steel. The new Mazda CX-5 crossover goes further, with 61% high-tensile steels.
The beams inside its front and rear bumpers are made from 1,800MPa ultra-high-tensile steel; the company claims they are the strongest ever used in a production car and the widespread use of high-tensile steel in the CX-5 will have helped it to achieve its 2012-standard European NCAP five star rating. The harder a material is, the more likely it is to protect the occupants – but characteristic needs vary, according to the location on the vehicle. “In the case of a frontal crash, we are looking for progressive absorption of energy,” says Jean-Luc Thirion, ArcelorMittal’s general manager, global R&D automotive. “Requirements for side panels and protection bars are different, which is why we have a wide range of highstrength steels.” But requirements vary even in a single component. The B-pillar, for example, needs to have very rigid characteristics in its upper level, in order to avoid deforming and injuring passengers; towards the bottom, on the other hand, it needs the ability to accept deforming. It would take some extremely smart metallurgy to incorporate those differing characteristics in one sheet of metal.
The solution in the past would be a compromise, to attempt to achieve as much rigidity at the top as could be combined with progressive energy absorption at the bottom, but it wouldn’t fully satisfy either objective. ArcelorMittal has come up with something a bit different: it actually uses two steels with different tensile strengths, joined together. “We provide our customers with laser-welded blanks, with a stamping of UHSS in the upper portion and an AHSS with up to 500MPa in the lower level. That provides exactly the right material, where it is needed,” said Thirion. The two grades are supplied already joined together; customers then stamp the metal to the right shape.
Joining and fastening
The ArcelorMittal solution touches on one of the biggest challenges for users of UHSS: joining and fastening intrinsically hard materials together. AHSS and UHSS materials are not known for their ‘workability’, a fact that was identified by NASAS as long ago as 1968. In a paper called Machining and Grinding of Ultrahigh-Strength Steels and Stainless Steel Alloys, authored by C.T. Olofson, J.A. Gurklis, and F.W. Boulger, it noted that harder steels do not machine well, that they wear out cutting tools faster, and exhibit “reduced thermal diffusivities.” The challenges of the materials’ characteristics remain but the methods of working with UHSS have moved on in the past 44 years, when the principal recommendation was to use lower cutting speeds. “UHSS cold-formed parts can be cut with conventional cutting tools but a premium tool steel may be beneficial, as well as a coating, such as PVD or CVD,” said SSAB’s Rautio. Laser cutting is also widely used, although mechanical blanking or cutting remains the mainstream technology. Some grades of steel require specific dies due to their hardness, in order to avoid excessive wear.
“Joining is one of the major drawbacks of alternative materials,” said Thirion. “One of the main established technologies is spot-welding, but you cannot spot-weld aluminium and steel – you would get a very brittle join. Most UHSS remain spot-weldable but where aluminium is being joined with steel, other solutions are required, such as laser brazing.”
Welding them together is practically impossible, as the joint quality is nowhere near acceptable – although ‘friction stir’ welding is being investigated. Although adhesives are another option, spot-welding has emerged to become the major joining technology, typically used in 30 to 60% of all joins in BIW.

The fact that this technique is unsuitable for lightweight solutions like steel-to-aluminium joining, has presented a challenge to OEMs that have invested heavily in robotic spot-welding equipment. Riveting is commonly used with aluminium; clinching and hemming are used at door edges, tailgates and boot doors, as well as wheel arches. As a coldform process, hemming requires a lot of force and three or four passes to complete. As mechanical lock processes, clinching and hemming enable the joining of several layers and they are relatively low-energy, compared with welding and riveting. A drawback with hemming is the need for a flange, which adds weight, but laser welding and brazing are gaining ground, according to ABB, and that is convenient as UHSS respond well to those techniques. In the context of BIW, laser-welding offers a number of advantages, including single-side access, smaller flange widths, improved torsional stiffness, smaller heat-affected areas, automated processing, and greater design flexibility.
Higher strength
The steel industry is developing new UHSS grades, with even higher tensile strength and these are intended to replace softer materials, including AHSS. Grades at the 980 and 1,180MPa level are being developed as replacements for DP600 and DP780 grades. As materials get harder, they become less workable, although the 980/1,180MPa materials are being used by designers as if they were softer. However, UHSS beyond 1,200MPa is not stampable; it needs to be rollformed, which restricts its usability and limits the shapes of parts in final designs. At the higher levels of tensile strength, UHSS beyond 1,000MPa have been thought to be potentially vulnerable to hydrogen embrittlement phenomena but the issue seems to have remained hypothetical.
“Long-term mechanical stability is guaranteed up to the 1,400-1,500MPa level and higher strength levels may be possible to produce, without hydrogen embrittlement issues, in the near future,” said SSAB’s Rautio.
“UHSS have been used for over 10 years with, for example, martensitic grades but we have not seen this issue on vehicles, as far as we are aware,” said ArcelorMittal’s Aubron. “However, it is an important topic and we work on control of hydrogen in existing materials; standardisation of measurement and methodology for material approval; guideline definition; and determination of key methodology in development of new materials.”
Working with designers is essential, as new steel products are developed. They need to fully understand the qualities of the new materials and what they can do with them. Most major steel companies have some kind of programme for working alongside customers, including joint development projects and testing programmes to check that issues like weldability and formability meet expectations. Partnerships with businesses involved with stamping machinery and other engineering companies are also fairly common and it is not unusual to find representatives of steel companies working long-term in customer facilities.
Corrosive influence
Corrosion and other issues arise when working with steel and aluminium together. Aluminium, carbon fibre and engineering plastics have inherent advantages when it comes to corrosion but they are not the universal solution. While aluminium has been championed in various quarters as the future for lightweighting, in practice it has tended to be restricted to premium vehicles, such as Jaguar’s XJ sedans, high-end BMWs, Audis, and similar vehicles. The story is much the same when it comes to alternatives like carbon fibre; the cost of manufacture is high, as are the raw materials, and the production cycle is rather long as well, although the time taken to produce a chassis has come down 99%; the 3,000 hours of McLaren’s first carbon fibre chassis on the F1 sportscar to just three hours for its latest model, the MP4-12C (see last issue).
A steel BIW takes much less time, the underlying costs are far lower and the supply and development infrastructure is well established. The answer to corrosion protection of steel, for a long time, has been zinc coating. UHSS for cold-forming can easily be hot-dip or electro galvanized, according to SSAB.
ArcelorMittal’s Jean-Luc Thirion concurs: “Sixty-five per cent of the parts on European vehicles are coated with zinc products,” he says. The company is promoting other solutions, which are intended to decrease coating costs. “We are involved in the development of solutions that aim to limit the use of waxes and sealers. Examples of new coatings include a mix of zinc and magnesium, which improves corrosion resistance and reduces cost.” Catalytic reactions between two materials have been engineered out; corrosion is slowed down by the presence of zinc and if the protective coating is scratched through, the material actually repairs itself.
Electric light
It has been suggested that the emergence of electric and hybrid vehicles could see a shift away from the use of steel as the leading material in automotive manufacture, but this is not a view shared by the steelmakers. Steel is still used in the manufacture of the electric motors and other components, and while the amount of engineering plastics may well see an increase in their share of total material, their takeover will be far from complete.
“The BIW needs to be both very light and very crashresistant, as it needs to protect the battery,” said Thirion, and he believes this will lead to even more use of UHSS. The company has recently made a large investment in an existing facility in the south of France, where a new line is making a new generation of steels for electric vehicles. Even the higher electric charges and currents the new vehicles are using do not present a problem. “Not really. We are working on a new generation of steel for advanced electric motors, which helps to determine how long the car can run on its battery. We are making big investments in order to provide OEMs with the products they need.”
And they are far from alone. The engineering, R&D and production infrastructure for steel is so embedded in auto manufacture that it will take a lot more than new power units and materials to remove it from its premier situation. Developments of AHSS and UHSS, along with new processes and manufacturing technology have ensured steel is the carmakers’ preferred construction material even into the next generation of personal transport.


