As Toyota shapes up its global manufacturing network to build the new vehicle platform, Nick Holt visits the OEM’s Valenciennes facility to see the progress being made
 To meet the challenge of rapidly changing markets and segment volatility, the development and adoption of common, modular vehicle platforms is now a familiar solution, simplifying production operations and reducing costs. For many established plants, upgrading to these new platforms offers greater flexibility it terms of what can be produced, and some degree of future stability.
To meet the challenge of rapidly changing markets and segment volatility, the development and adoption of common, modular vehicle platforms is now a familiar solution, simplifying production operations and reducing costs. For many established plants, upgrading to these new platforms offers greater flexibility it terms of what can be produced, and some degree of future stability.

Luciano Biondo, president of Toyota Motor Manufacturing France (TMMF), offers some insight in regard to its Valenciennes plant: “This upgrade is part of Toyota’s global strategy and we are integrating Toyota New Global Architecture [TNGA] into the plants one by one, based on the plan established at a Group level. “We started the first TNGA installation in Turkey. Then we introduced it at Burnaston, our UK plant, [and then] we decided last January to start our activities to upgrade TMMF to the TNGA platform.”
Toyota has invested €300m (US$348.48m) in the upgrade, which will allow the plant to produce the next generation Yaris and other models on the TNGA-B platform; although Biondo will not comment on what future models might be produced at the plant, it has been speculated that it might be a small SUV.
Hybrids take the leadTMMF is also playing a key role in Toyota’s electrification plans. Valenciennes has phased out production of diesel variants of the current Yaris model but, according to Biondo, this has been more than compensated for with the production of hybrid electric models.
“We are producing, currently, 1,200 cars per day and 75% of these are hybrid. So we are fully supporting the global strategy by producing [the] hybrid at a good level of competitiveness, and at a good level of quality.”
The cars produced there have received good customer feedback regarding build quality, he adds. However, switching output to a higher proportion of hybrid cars does have an impact on the cost of producing those variants. “The Yaris hybrid is expensive to produce compared to a gasoline version, due to the increase in manpower and parts required,” states Biondo.
At the Valenciennes plant we spoke to Eric Meunier, general manager, TNGA Project Division, about the changes being made for the upgrade to the new platform and the challenges involved in the project:
Regarding the new platform, what are the key areas that are being upgraded?The key area, which is something we hadn’t changed for some years, is the underbody. Our target is to be able to have one [common] underbody. It could be different in lengths but the basic underbody will be the same, on top of which we will build a number of different vehicles; a coupé, an SUV, a hatchback, whatever, but the base would be the same. The current base is from 2004 and was introduced here in 2005.
So, the [new] platform was upgraded in terms of body rigidity, stiffness, and along with the suspension everything was tuned towards better ride handling, comfort and so on. But really to make this step forward we needed to change the whole platform, which basically was done already on the C-segment or the C-HR and the Prius. We will now carry out the same kind of change on the B platform for our segment.
In terms of the factory, where have you started with the changes for the new platform?
The bodyshop will see some changes. Also, we have several changes in assembly, because the suspension, the engine decking, all the stuff around the underbody will be completely new. In the press shop, we needed to introduce new dies to produce the new underbody and structural parts. These are the main changes related to the platform.
But the presses themselves, the lines and the function of the press, will be the same. Just the tooling, the dies will change?
Yes. The biggest challenge is in the bodyshop and the assembly shop. Since we need to be able to produce both vehicles [platforms] on the same line without any disruption to the line.
Is the dimension or the structure of the new underbody so different from the old one that it creates an issue to put the two different versions through the bodyshop?
Yes, it needs a lot of adaptation and changes, and additional robots due to the body stiffness being increased. The key improvement of the chassis is a lower centre of gravity, the rigidity and the ride comfort. Certain points in the shell body see an increase in the number of spots for rigidity and the introduction of ultra-high-strength steel (UHSS) parts. Using this high-tensile material in the press shop is new for us – a new technology for TMMF.
Is the track on the new platform different?
The track is slightly different and the wheel base also has increased.
In terms of joining the high-strength-steel parts, will that have influence on the weld takt time in the bodyshop?
The technology is a little bit different in terms of pressure, force and so on, but no, it does not affect the takt time. There are some specific quality checks due to the usage of this steel.
You mentioned there were going to be changes on the assembly line for the new platform architecture...
Basically, the front and rear suspension preparation has to be renewed because the structure is different. The size of the front suspension member, the layout also for the suspension is different. So the subassembly line needs to be changed.
How do you integrate these changes into the existing process without causing disruption to ongoing production?
When we do trials to produce a new model we only make a small number of vehicles at a time, but those vehicles will be produced in the most representative condition of the process. This usually means that when we introduce the first vehicle, we put two empty angles [carriers] before and two empty angles after [a current model on the line]. But after two weeks there is no gap, so we don’t stop the line. Also there are some differences in the equipment needed for the old and new platforms.
So are there differences in the assembly operation for the new platform vehicles?
In some areas it’s more complex, but in the vehicle structure as such, there is not such a big difference in terms of building this car.
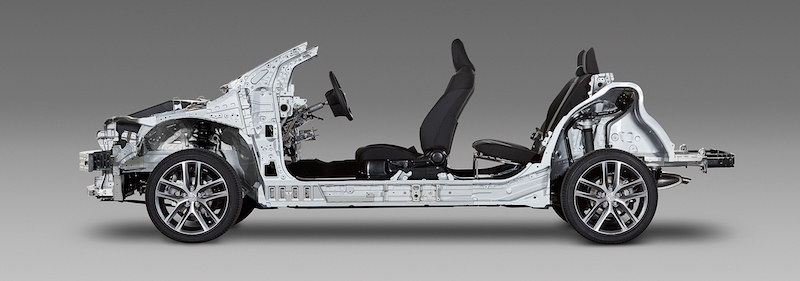
 The next generation Yaris will be built on the TNGA-B platform
The next generation Yaris will be built on the TNGA-B platformHave there been any changes in the in paintshop?
No. We try to make more; you know, the bi-tone, for example, is very popular.
We saw the masking operation, it looks very labour intensive. To increase the volumes, will you automate this process somehow?
The masking, yes. We are trying to increase our capacity, to make it more industrial, so this process will be partially automated, but this kind of process will always be labour-intensive. There are some techniques to optimise, so we will always try to improve. And our members also propose solutions. We had a QC, a Quality Circle, recently and the members explained how they reduced the time for masking and demasking.
What’s the timescale for completion of the whole vehicle build process?
14 hours, but it depends on the variant. For example, with the bi-tone [option], you have to mask then recycle the car [back through the paint process], it adds time to the process. If you take a standard vehicle, it’s 14 hours between the welding start, first VIN number engraving, to the exit point.
Is the vehicle build timescale the same on the new platform?
Very similar to the current platform.
How long has been allowed for the TNGA upgrade?
For the platform itself, the development began maybe two years ago. Surprisingly, we are involved from the beginning. So, as soon as some drawings are released, the plant is involved in the vehicle development. It allows manufacturing to have input in the design from a production point of view. For example, if we think our supplier will not be able to achieve a particular tolerance.
I think this is quite unique to Toyota because usually you have some central technical office which works on the full vehicle development and then it comes to the plant maybe six months or one year before the start. But here, for example, the plant is responsible for supplier development preparation.
You’re not adding any additional lines in here, are you?
No. We only have one line.
It’s reported there are new jobs being created here, potentially 400 more workers. Where will they go?
They will be assembly members or welding members. This is linked to our future capacity increase [on the new platform].
Will the new platform be truly universal? Will it cater for any Toyota model?
The underbody should be the most common, although the size will adjust. For example, if we were to manufacture a smaller car, perhaps a coupé, the centre floor would be smaller, or slightly bigger if we do a hatchback.