






















Executive director Ed Grainger explains how Grainger & Worrall has transformed the ‘black art’ of casting into a high-tech operation to meet the demands of clients including F1, NASCAR and supercar makers
AMS: Could you provide an overview of how the company has developed?
Ed Grainger (EG): The company was established in 1946, primarily to supply tooling to the casting industry. By the late '80s we had begun to focus on the development of tooling for more high-end, niche applications such as motorsport. With this, we developed our capabilities from 2D design to CAD/CAM systems and we also began to work with a different kind of customer, changing from foundries to OEMs and design houses. Their desire was for an end product rather than just tooling. This demand resulted in us acquiring our own casting operations, firstly through buying an existing foundry business then constructing our own purpose-built facility. Today we operate from two sites: here [Bridgnorth] and Telford, which solely does machining, and we now employ 550 staff.
We primarily focus on R&D and prototyping but we have expanded the business to offer some production of what we call ‘niche-volume’ parts for the premium market, for example Bentley, Bugatti, Porsche.
AMS: You are heavily involved in motorsport. What are the demands of this sector and have you had to change your approach?
EG: This is a demanding area. As you might imagine, there are no compromises in terms of quality; no one will accept losing a race or championship due to a manufacturing problem. We work with teams from F1, NASCAR, WRC and DTM, so the standards to be met are demanding. For example, the F1 teams demand defect-free parts, so this requirement has taken us to a different level. As a result, we invested in CT scanning systems to meet this demand, developing not only the use of the technology for this application, but also our understanding of the sentencing of parts. Now we use it beyond the F1 applications and it has enabled us to take more risks in what we produce, as we know the part will be sentenced at the end of the process, so it allows a greater level of risk management.

It’s well known that cast alloys are non-homogenous; you can have completely different casting properties at the bottom of the part compared to the top and so we, as the foundry, need to support the client by helping them to understand the [cast properties of the] part. We work to achieve a prototype casting that is as close as possible to the client’s chosen mass-production process, so they know before going into the expense of high-volume production that the performance and quality characteristics of the part will be the same. This often involves us working further down the supply chain with the tier suppliers.
We’ve extended our capability to include machining and validation of parts. This helps us to hold these activities within the company, so there is no loss of impetus in time and engineering; also, we retain management of the ‘risk’ for the project with what are often very short lead times. We’re now developing our own research department as looking at the direction of the market we need to provide leadership to our clients in terms of materials and process.
"Every detail of the casting process has its own challenges, variables that need to be taken into consideration, adjustments calculated and correctly applied…" – Ed Grainger, Grainger & Worrall
AMS: What impact have production technologies such as 3D printing had on your operations?
EG: Our 3D printers are seen as part of our ‘toolbox’ that add an additional resource and provide more options. As with any new technology, it comes down to how it’s applied. 3D printing allows us to cut out a process, so we don’t need to make a tool. It also allows us make things that otherwise might have proved impossible to produce, and it’s fast. But there are areas where it isn’t a benefit to use this technology, where it’s not cost-effective and over the entire cycle of a project might prove to be counter productive. For example, the client wouldn’t be happy if we created a part that couldn’t be mass-produced
The new technologies have allowed us to have greater control over the many variables involved in the casting process, ranging from temperature control to the content and quality of the materials. Every detail of the casting process has its own challenges, variables that need to be taken into consideration, adjustments calculated and correctly applied. So new technology has enabled us to have greater control over the risk factor we discussed earlier, but no one technology has provided that ‘Eureka’ moment.
AMS: Given that, which of the new technologies you have adopted and developed has made the most significant impact on the business?
EG: The CT scanning has given us an insight into the castings that we didn’t have previously. It allows us to capture and retain detailed information – without having to destroy the part – and then review it against the predicted results from simulations and the parameters we had applied. So there have been some serious lessons learned from taking what we have simulated, then produced, and being able to evaluate the effects of certain processes on the resulting part. Simulation has allowed us to try out new ideas with the need for expensive hardware and has also proved to be a valuable training aid, being able to demonstrate the cause and effect of different actions within the process.
AMS: What is the biggest challenge you now face?
EG: There are two major challenges for us. Firstly, there is always the pressure caused by short lead times, the need for faster turnaround of projects. The current trend in automotive for downsizing engines creates the second challenge, which for us is matching the need for strength at temperature. This then boils down to the geometry of the part versus the material strength.
 Keith Denholm (left) and Edward Grainger with the new HSS Sand Printer, at the company's Bridgnorth premises, Shropshire
Keith Denholm (left) and Edward Grainger with the new HSS Sand Printer, at the company's Bridgnorth premises, ShropshireSpecially built, custom-sized wooden boxes are fitted with precision CNC-made plastic tooling around which the sand is packed and compressed, creating a mould for any given component – which in the case of Grainger & Worrall can range from relatively small fuel rails right up to the W-configuration, 16-cylinder engine block for Bugatti’s Veyron. It sounds simple but there are many variables at work in producing high-quality castings, requiring the company's vast experience to manage.
Flexible, cost-effective methods
Sand casting offers many benefits. It is very cost-effective; the sand used is cheap, readily available and thermally recycled to ensure optimum condition. Different grades of sand are used depending on the material being cast (iron or aluminium). These have distinct characteristics in terms of heat capacity and gas permeability, essentially managing the cooling of casting. Denholm explained how aluminium was prone to contraction-related porosities when solidifying, whereas some cast irons expand during solidification. The different characteristics of these metals mean that the process has to be adapted to suit. For example, in certain applications, metal inserts are used as additional heat sinks.
This casting method also provides a great deal of flexibility in the production process, which is ideal for a company like Grainger & Worrall. Firstly, although they do provide series production of some cast components for certain customers, it is in very low volumes for short-runs. Secondly, and no less importantly, the very nature of the niche, short-run work means that order books are not full months in advance as might be the case in higher-volume production. But this is the strength of the company: its ability to quickly adapt to short-notice, fast-turnaround prototype work while maintaining a high level of quality.

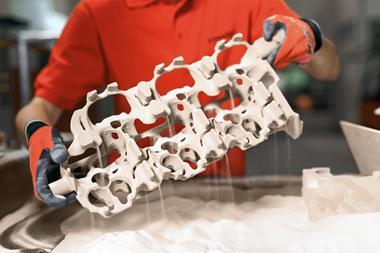
The company has continued to innovate and invest, taking sand-casting to a new level. The S-Max is an industrial-scale additive printer supplied by ExOne; the difference here is that it creates 3D-printed sand cores. Grainger & Worrall uses this to produce very complex forms, usually for prototypes, in a process that has a ten-hour cycle time.
The 3D additive process is essentially the same, except that the sand media is mixed with a high-heat strength (HHS) binder to enable small, complex cores to survive the rigours of casting. A row of injectors deposit the material according to a computer-generated design, and the sand/resin mixture is heated to create a stable structure. Denholm explains that the process requires constant monitoring of the print nozzles to ensure the integrity and accuracy of the sand casting and that the company is working with the supplier to further develop the technology for this application.
CT scanning systems for quality checks
Grainger & Worrall has also invested in two CT scanning systems that allow rigorous inspection of cast components. In the scanners, the components are raised and rotated, passing through the path of an X-ray that is fired at a sensor. Data from the sensor is used to create a 3D map of the part, which can then be checked against the customer’s original CAD model. The engineers can view a 3D representation of the scanned part, where any deviations are highlighted by colour according to the level of difference from the original. According to Denholm, the scanners are in almost constant use not only for parts produced by Grainger & Worrall but those from customers who are checking the quality of other suppliers or investigating the cause of a failure.
True to its origins, the company still produces its own tools but is now employing sophisticated machining centres and using plastic for the tooling. As the tour comes to an end, Denholm notes the ongoing challenges facing the company, highlighting the increasing complexity of the parts being requested, the need for greater speed to market (from prototype to approved component) and the struggle to attract high-quality people to support the growth of a company in an industry that is still perceived as low-tech and unsophisticated. Nothing could be further from the truth.






{kind=link}